Einführung, Grunddrehung ermitteln, Seite 375 – HEIDENHAIN TNC 320 (340 55x-04) Benutzerhandbuch
Seite 375
HEIDENHAIN TNC 320
375
12.7 W
e
rk
stüc
k-Sc
hieflag
e
mit 3D-T
astsyst
e
m k
o
mpensier
en (Sof
tw
ar
e-
Option T
ouc
h pr
obe functions)
12.7 Werkstück-Schieflage mit 3D-
Tastsystem kompensieren
(Software-Option Touch probe
functions)
Einführung
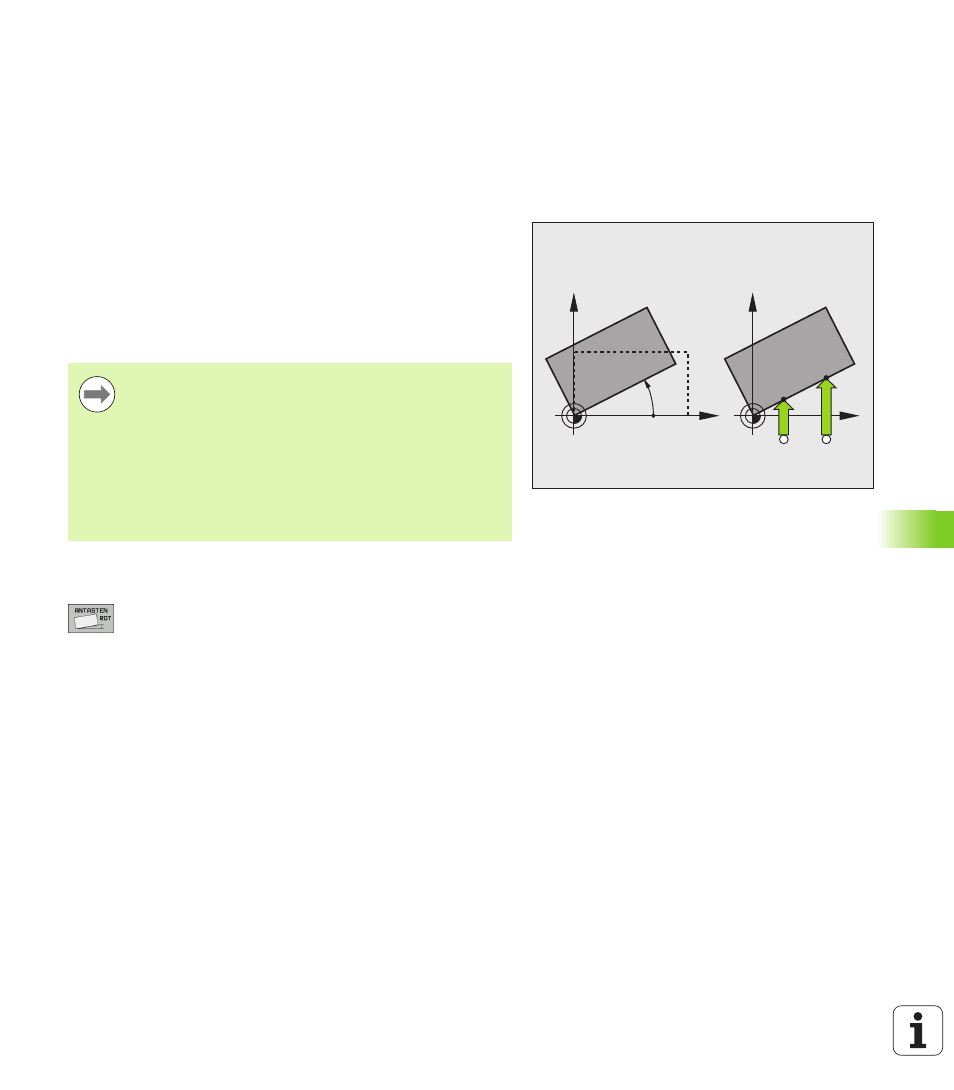
Eine schiefe Werkstück-Aufspannung kompensiert die TNC
rechnerisch durch eine „Grunddrehung“.
Dazu setzt die TNC den Drehwinkel auf den Winkel, den eine
Werkstückfläche mit der Winkelbezugsachse der Bearbeitungsebene
einschließen soll. Siehe Bild rechts.
Die TNC speichert die Grunddrehung, abhängig von der Werkzeug-
Achse, in den Spalten SPA, SPB oder SPC der Preset-Tabelle.
Grunddrehung ermitteln
U
Antastfunktion wählen: Softkey ANTASTEN ROT
drücken
U
Tastsystem in die Nähe des ersten Antastpunkts
positionieren
U
Antastrichtung senkrecht zur Winkelbezugsachse
wählen: Achse und Richtung über Softkey wählen
U
Antasten: Externe START-Taste drücken
U
Tastsystem in die Nähe des zweiten Antastpunkts
positionieren
U
Antasten: Externe START-Taste drücken. Die TNC
ermittelt die Grunddrehung und zeigt den Winkel
hinter dem Dialog Drehwinkel = an
U
Grunddrehung aktivieren: Softkey GRUNDDREHUNG
SETZEN drücken
U
Antastfunktion beenden: Softkey ENDE drücken
X
Y
PA
X
Y
A
B
Antastrichtung zum Messen der Werkstück-Schieflage
immer senkrecht zur Winkelbezugsachse wählen.
Damit die Grunddrehung im Programmlauf richtig
verrechnet wird, müssen Sie im ersten Verfahrsatz beide
Koordinaten der Bearbeitungsebene programmieren.
Eine Grunddrehung können Sie auch in Kombination mit
der PLANE-Funktion verwenden, Sie müssen in diesem
Fall zuerst die Grunddrehung und dann die PLANE-
Funktion aktivieren.