Zyklusparameter – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Benutzerhandbuch
Seite 143
HEIDENHAIN TNC 320
143
5.5 RUNDE NUT (Zyklus
254, DIN/ISO: G254)
Zyklusparameter
U
Bearbeitungs-Umfang (0/1/2)
Q215: Bearbeitungs-
Umfang festlegen:
0: Schruppen und Schlichten
1: Nur Schruppen
2: Nur Schlichten
Schlichten Seite und Schlichten Tiefe werden nur
ausgeführt, wenn das jeweilige Schlichtaufmaß
(Q368, Q369) definiert ist
U
Nutbreite
Q219 (Wert parallel zur Nebenachse der
Bearbeitungsebene): Breite der Nut eingeben; wenn
Nutbreite gleich Werkzeug-Durchmesser
eingegeben, dann schruppt die TNC nur (Langloch
fräsen). Maximale Nutbreite beim Schruppen:
Doppelter Werkzeug-Durchmesser. Eingabebereich 0
bis 99999,9999
U
Schlichtaufmaß Seite
Q368 (inkremental): Schlicht-
Aufmaß in der Bearbeitungs-Ebene. Eingabebereich 0
bis 99999,9999
U
Teilkreis-Durchmesser
Q375: Durchmesser des
Teilkreises eingeben. Eingabebereich 0 bis
99999,9999
U
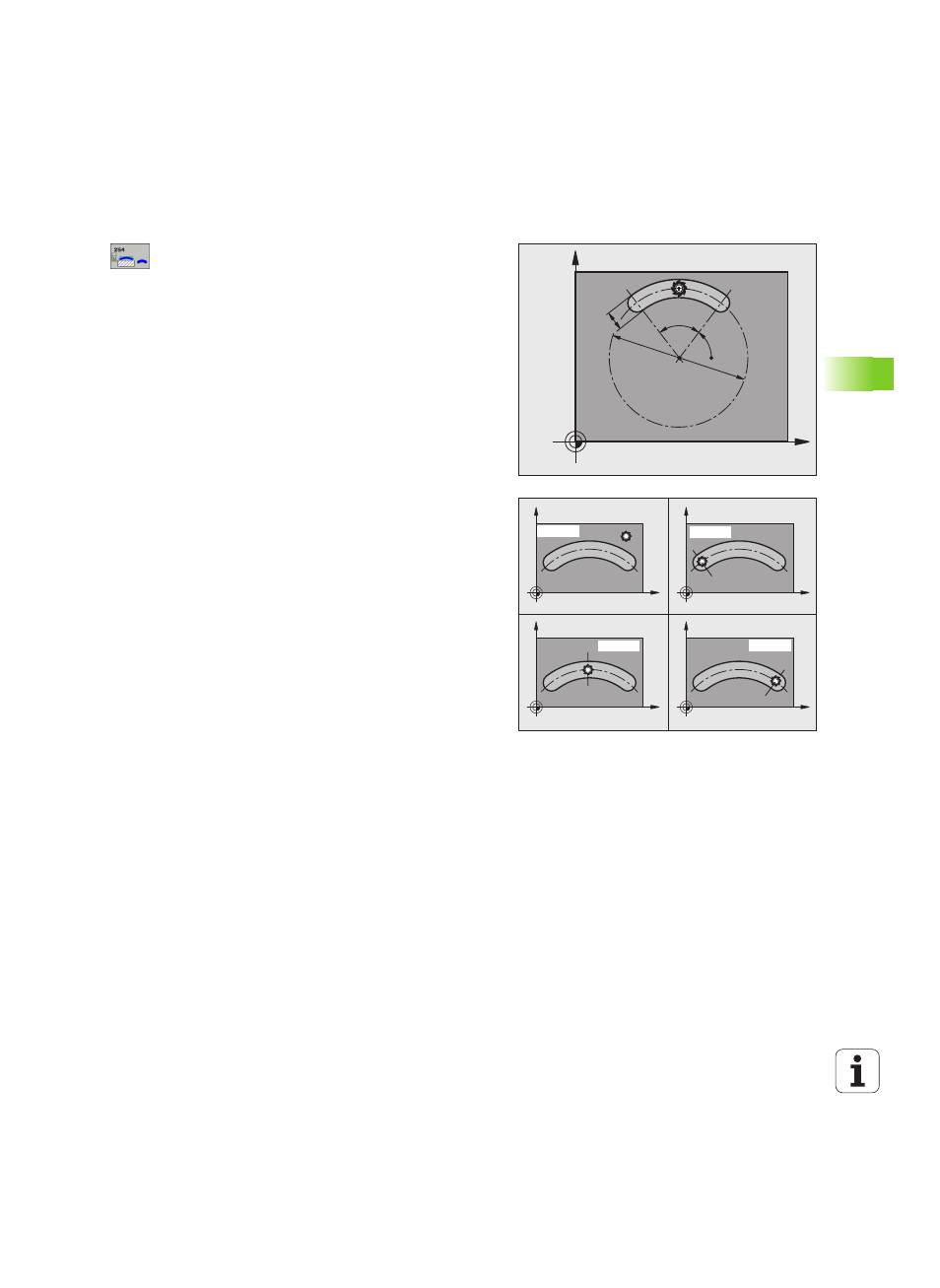
Bezug für Nutlage (0/1/2/3)
Q367: Lage der Nut
bezogen auf die Position des Werkzeuges beim
Zyklus-Aufruf:
0: Werkzeugposition wird nicht berücksichtigt.
Nutlage ergibt sich aus eingegebener Teilkreis-Mitte
und Startwinkel
1: Werkzeugposition = Zentrum linker Nutkreis.
Startwinkel Q376 bezieht sich auf diese Position.
Eingegebene Teilkreis-Mitte wird nicht berücksichtigt
2: Werkzeugposition = Zentrum Mittelachse.
Startwinkel Q376 bezieht sich auf diese Position.
Eingegebene Teilkreis-Mitte wird nicht berücksichtigt
3: Werkzeugposition = Zentrum rechter Nutkreis.
Startwinkel Q376 bezieht sich auf diese Position.
Eingegebene Teilkreis-Mitte wird nicht berücksichtigt
U
Mitte 1. Achse
Q216 (absolut): Mitte des Teilkreises
in der Hauptachse der Bearbeitungsebene. Nur
wirksam, wenn Q367 = 0. Eingabebereich
-99999,9999 bis 99999,9999
U
Mitte 2. Achse
Q217 (absolut): Mitte des Teilkreises
in der Nebenachse der Bearbeitungsebene. Nur
wirksam, wenn Q367 = 0. Eingabebereich
-99999,9999 bis 99999,9999
U
Startwinkel
Q376 (absolut): Polarwinkel des
Startpunkts eingeben. Eingabebereich -360,000 bis
360,000
U
Öffnungs-Winkel der Nut
Q248 (inkremental):
Öffnungs-Winkel der Nut eingeben. Eingabebereich 0
bis 360,000
X
Y
Q248
Q376
Q219
Q375
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3