Werkzeugachse: q109, Spindelzustand: q110, Kühlmittelversorgung: q111 – HEIDENHAIN TNC 320 (340 55x-04) ISO programming Benutzerhandbuch
Seite 249: Überlappungsfaktor: q112, 1 1 v o rbelegt e q-p a ra met e r
HEIDENHAIN TNC 320
249
8.1
1
V
o
rbelegt
e
Q-P
a
ra
met
e
r
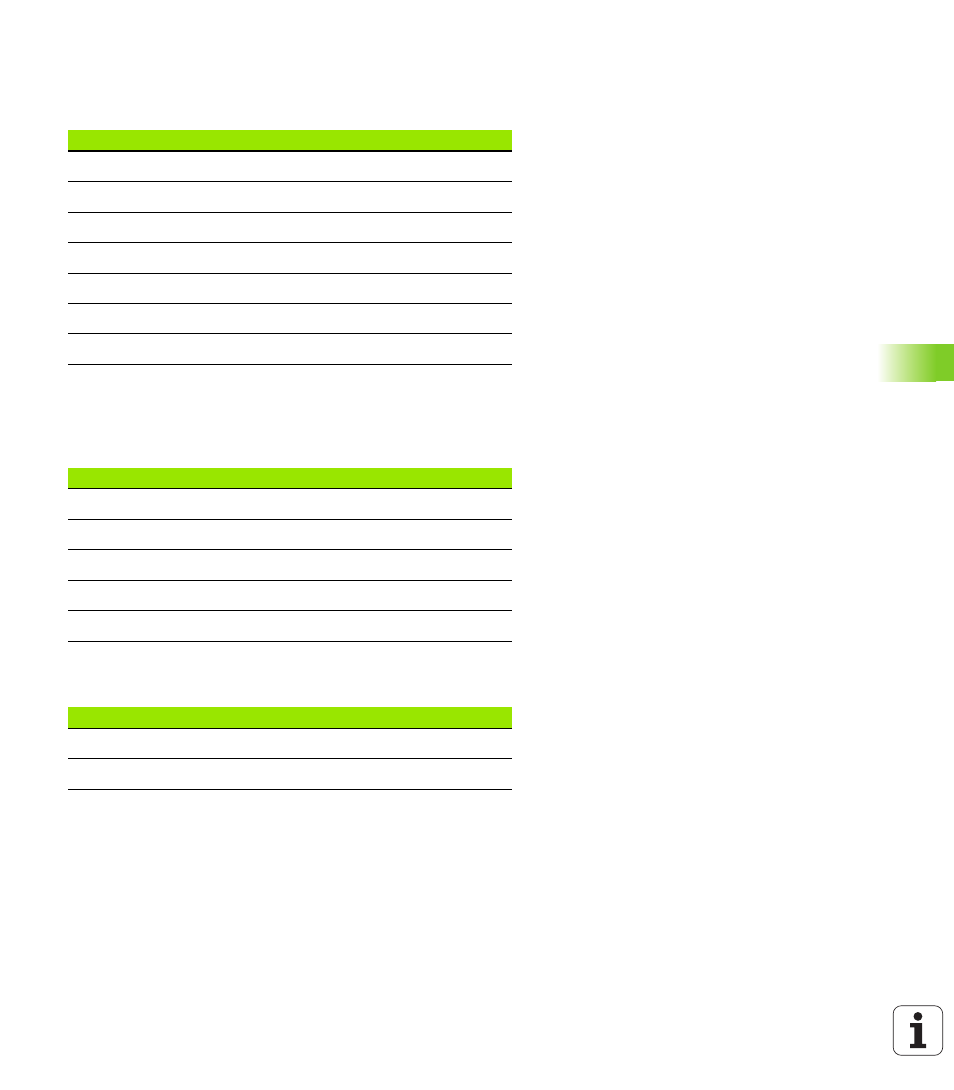
Werkzeugachse: Q109
Der Wert des Parameters Q109 hängt von der aktuellen
Werkzeugachse ab:
Spindelzustand: Q110
Der Wert des Parameters Q110 hängt von der zuletzt programmierten
M-Funktion für die Spindel ab:
Kühlmittelversorgung: Q111
Überlappungsfaktor: Q112
Die TNC weist Q112 den Überlappungsfaktor beim Taschenfräsen
(pocketOverlap) zu.
Werkzeugachse
Parameter-Wert
Keine Werkzeugachse definiert
Q109 = –1
X-Achse
Q109 = 0
Y-Achse
Q109 = 1
Z-Achse
Q109 = 2
U-Achse
Q109 = 6
V-Achse
Q109 = 7
W-Achse
Q109 = 8
M-Funktion
Parameter-Wert
Kein Spindelzustand definiert
Q110 = –1
M3: Spindel EIN, Uhrzeigersinn
Q110 = 0
M4: Spindel EIN, Gegenuhrzeigersinn
Q110 = 1
M5 nach M3
Q110 = 2
M5 nach M4
Q110 = 3
M-Funktion
Parameter-Wert
M8: Kühlmittel EIN
Q111 = 1
M9: Kühlmittel AUS
Q111 = 0