3 werkstück-schieflage kompensieren, Einführung, Grunddrehung ermitteln – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Benutzerhandbuch
Seite 35: Seite 35
HEIDENHAIN iTNC 530
35
2.3 W
e
rk
stüc
k-Sc
hieflag
e
k
o
mpensier
en
2.3 Werkstück-Schieflage
kompensieren
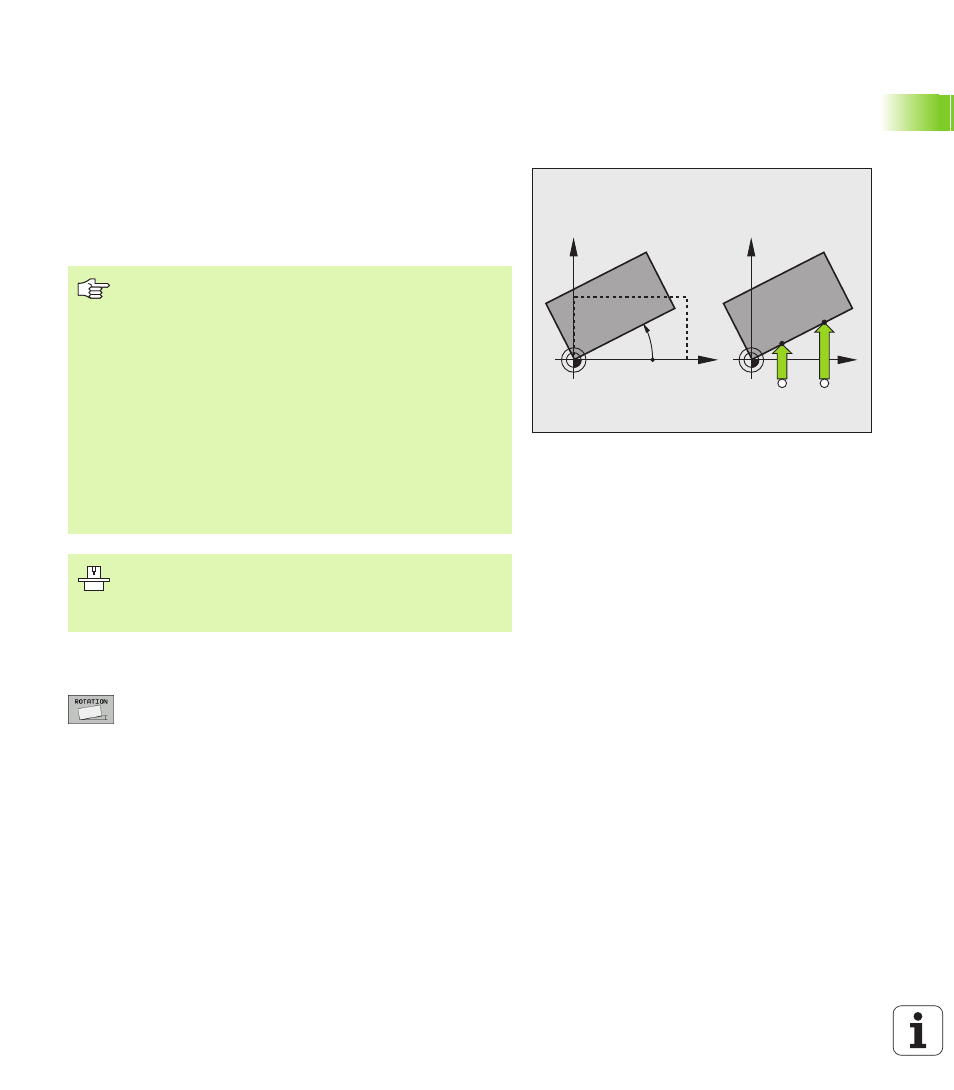
Einführung
Eine schiefe Werkstück-Aufspannung kompensiert die TNC
rechnerisch durch eine „Grunddrehung“.
Dazu setzt die TNC den Drehwinkel auf den Winkel, den eine
Werkstückfläche mit der Winkelbezugsachse der Bearbeitungsebene
einschließen soll. Siehe Bild rechts.
Grunddrehung ermitteln
Antastfunktion wählen: Softkey ANTASTEN ROT
drücken
Tastsystem in die Nähe des ersten Antastpunkts
positionieren
Antastrichtung senkrecht zur Winkelbezugsachse
wählen: Achse und Richtung über Softkey wählen
Antasten: Externe START-Taste drücken
Tastsystem in die Nähe des zweiten Antastpunkts
positionieren
Antasten: Externe START-Taste drücken. Die TNC
ermittelt die Grunddrehung und zeigt den Winkel
hinter dem Dialog Drehwinkel = an
X
Y
PA
X
Y
A
B
Antastrichtung zum Messen der Werkstück-Schieflage
immer senkrecht zur Winkelbezugsachse wählen.
Damit die Grunddrehung im Programmlauf richtig
verrechnet wird, müssen Sie im ersten Verfahrsatz beide
Koordinaten der Bearbeitungsebene programmieren.
Eine Grunddrehung können Sie auch in Kombination mit
der PLANE-Funktion verwenden, Sie müssen in diesem
Fall zuerst die Grunddrehung und dann die PLANE-
Funktion aktivieren.
Wenn Sie die Grunddrehung verändern, frägt die TNC
beim Verlassen des Menüs, ob Sie die geänderte
Grunddrehung auch in der jeweils aktiven Zeile der Preset-
Tabelle speichern wollen. In diesem Fall mit Taste ENT
bestätigen.
Die TNC kann auch eine echte, dreidimensionale
Aufspannkompensation durchführen, wenn Ihre Maschine
dafür vorbereitet ist. Setzen Sie sich ggf. mit Ihrem
Maschinenhersteller in Verbindung.