Kreisbahn c um kreismittelpunkt cc, Seite 213 – HEIDENHAIN iTNC 530 (340 49x-06) ISO programming Benutzerhandbuch
Seite 213
HEIDENHAIN iTNC 530
213
6.4 Bahnbew
e
gung
en - r
e
c
h
twinklig
e K
oor
dinat
e
n
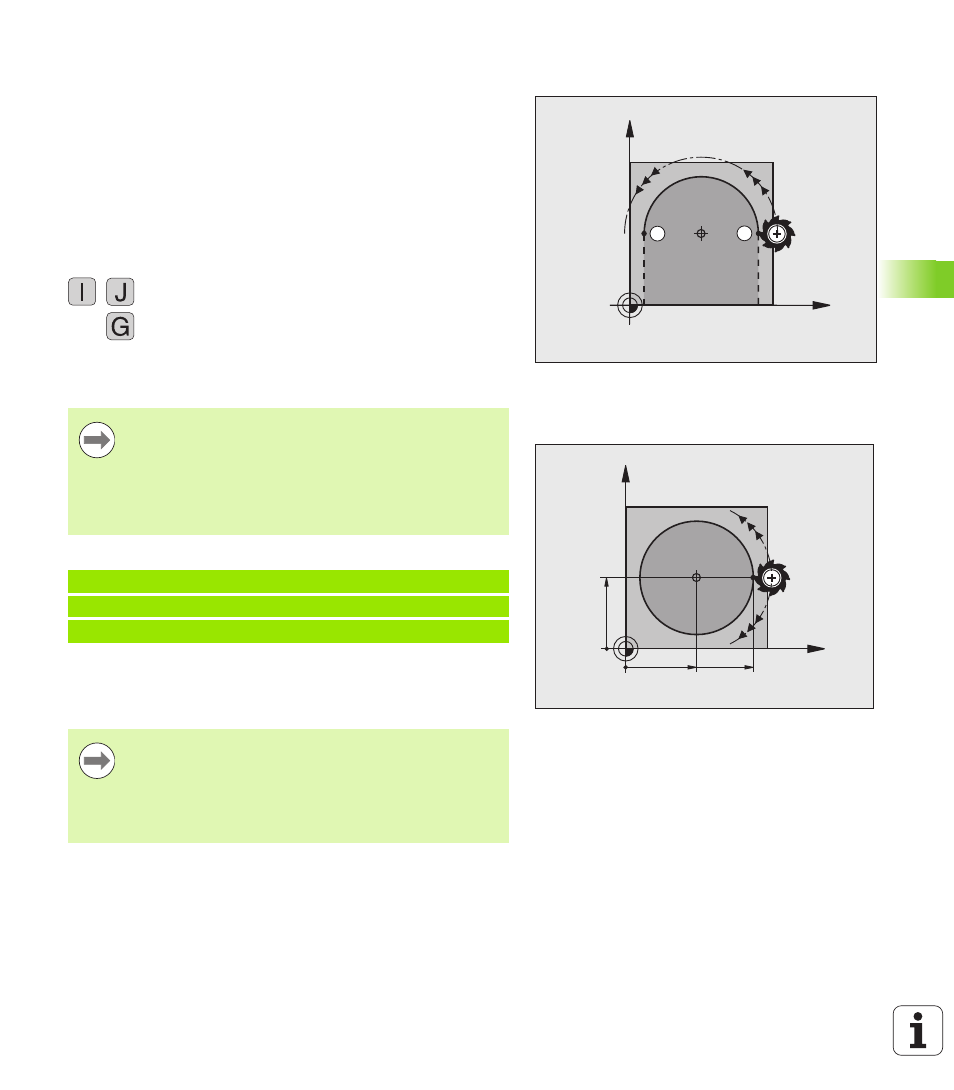
Kreisbahn C um Kreismittelpunkt CC
Legen Sie den Kreismittelpunkt I, J fest, bevor Sie die Kreisbahn
programmieren. Die zuletzt programmierte Werkzeug-Position vor der
Kreisbahn der Startpunkt der Kreisbahn.
Drehsinn
Im Uhrzeigersinn: G02
Im Gegen-Uhrzeigersinn: G03
Ohne Drehrichtungs-Angabe: G05. Die TNC fährt die Kreisbahn mit
der zuletzt programmierten Drehrichtung
U
Werkzeug auf den Startpunkt der Kreisbahn fahren
U
Koordinaten
des Kreismittelpunkts eingeben
U
Koordinaten
des Kreisbogen-Endpunkts eingeben,
falls nötig:
U
Vorschub F
U
Zusatz-Funktion M
NC-Beispielsätze
Vollkreis
Programmieren Sie für den Endpunkt die gleichen Koordinaten wie für
den Startpunkt.
S
E
X
Y
CC
X
Y
25
45
25
CC
DR+
DR
Die TNC verfährt Kreisbewegungen normalerweise in der
aktiven Bearbeitungsebene. Wenn Sie Kreise
programmieren, die nicht in der aktiven
Bearbeitungseben liegen, z.B. G2 Z... X... bei
Werkzeug-Achse Z, und gleichzeitig diese Bewegung
rotieren, dann verfährt die TNC einen Raumkreis, also
einen Kreis in 3 Achsen.
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Start- und Endpunkt der Kreisbewegung müssen auf der
Kreisbahn liegen.
Eingabe-Toleranz: bis 0.016 mm (über MP7431 wählbar).
Kleinstmöglicher Kreis, den die TNC verfahren kann:
0.0016 µm.
3