Powermax1650, Bedienung, Unabgeschirmte 100 a-verschleißteile – Hypertherm Powermax1650 Rev.1 Benutzerhandbuch
Seite 54: Unlegierter stahl legierter stahl aluminium
BEDIENUNG
0
powermax1650
Betriebsanleitung
4-17
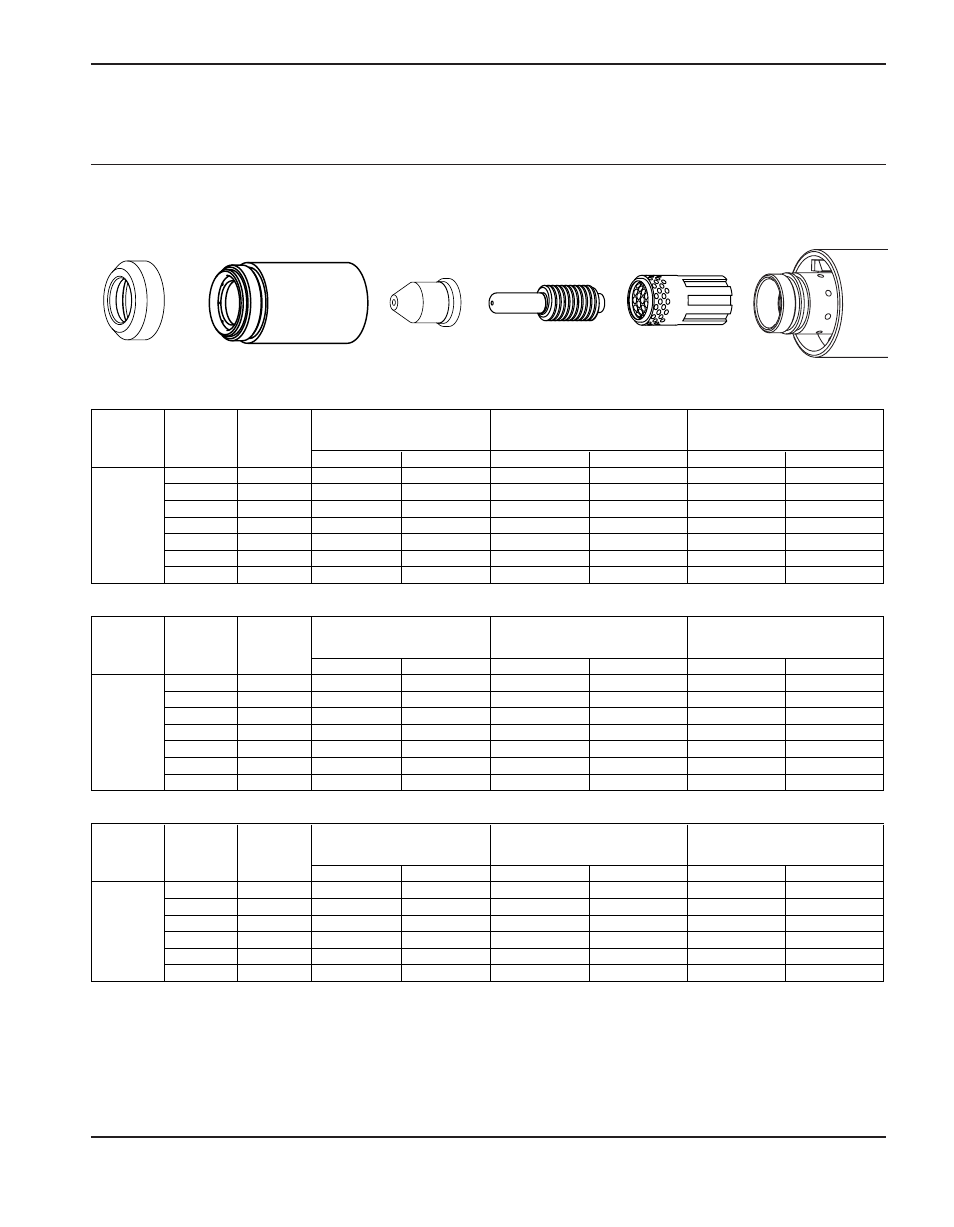
Unabgeschirmte 100 A-Verschleißteile
• Der Abstand zwischen Brenner und Werkstück beträgt für alle Schnitte 4,8 mm.
Brennerkappe
220048
Düse
220064
Elektrode
220037
Wirbelring
220051
T100M
Brenner
Deflektor
120979
Bei den maximalen Vorschubgeschwindigkeiten handelt es sich um die schnellstmöglichen Vorschubgeschwindigkeiten zum Schneiden von
Material, ohne Rücksicht auf die Schnittqualität. Die optimalen Vorschubgeschwindigkeiten bieten den besten Schnittwinkel, die geringste
Bartbildung und die beste Schnittkantenoberfläche. Es ist zu bedenken, dass die Tabellen für das Schneiden dazu vorgesehen sind,
einen guten Startpunkt für jede einzelne Schneidaufgabe zu bieten. Jede Schneidanlage erfordert eine Feineinstellung für den
jeweiligen Schneideinsatz, um die gewünschte Schnittqualität zu erlangen.
mm
IPM
mm/min
IPM
mm/min
136
0,5
1/4"
6,4
210
5334
137
3479
139
0,5
3/8"
9,5
122
3098
79
2006
142
1,0
1/2"
12,7
91
2311
59
1498
146
1,0
5/8"
15,9
57
1447
37
939
150
1,5
3/4"
19,0
43
1092
28
711
155
2,0
1"
25,4
26
660
17
431
160
2,5
1-1/4"
31,8
16
406
10
254
mm
IPM
mm/min
IPM
mm/min
136
0,5
1/4"
6,4
241
6121
157
3987
139
0,5
3/8"
9,5
131
3327
85
2159
142
1,0
1/2"
12,7
81
2057
53
1346
146
1,0
5/8"
15,9
51
1295
33
838
150
1,5
3/4"
19,0
33
838
22
558
155
2,0
1"
25,4
22
558
14
355
161
2,5
1-1/4"
31,8
11
279
7
177
mm
IPM
mm/min
IPM
mm/min
137
0,5
1/4"
6,4
255
6477
166
4216
139
0,5
3/8"
9,5
153
3886
99
2514
142
1,0
1/2"
12,7
107
2717
70
1778
147
1,0
5/8"
15,9
77
1955
50
1270
150
1,5
3/4"
19,0
51
1295
33
838
154
2,0
1"
25,4
31
787
20
508
100
100
100
unlegierter Stahl
legierter Stahl
Aluminium
Lichtbogen-
Strom
Lichtbogen-
Spannung
Loch-
stech-
verzögerung
Zoll
Blechdicke
Maximale
Schneidgeschwindigkeiten
Optimale
Schneidgeschwindigkeiten
Lichtbogen-
Strom
Lichtbogen-
Spannung
Loch-
stech-
verzögerung
Zoll
Blechdicke
Maximale
Schneidgeschwindigkeiten
Optimale
Schneidgeschwindigkeiten
Lichtbogen-
Strom
Lichtbogen-
Spannung
Loch-
stech-
verzögerung
Zoll
Blechdicke
Maximale
Schneidgeschwindigkeiten
Optimale
Schneidgeschwindigkeiten