HEIDENHAIN iTNC 530 (606 42x-01) ISO programming Benutzerhandbuch
Seite 408
408
Programmieren: Mehrachsbearbeitung
12.2 Die PLANE-F
u
nktion: Sc
hw
enk
e
n der Bearbeit
ungsebene
(Sof
tw
ar
e-Option 1)
Beispiel für eine Maschine mit C-Rundtisch und A-Schwenktisch.
Programmierte Funktion: PLANE SPATIAL SPA+0 SPB+45 SPC+0
Auswahl der Transformationsart (Eingabe optional)
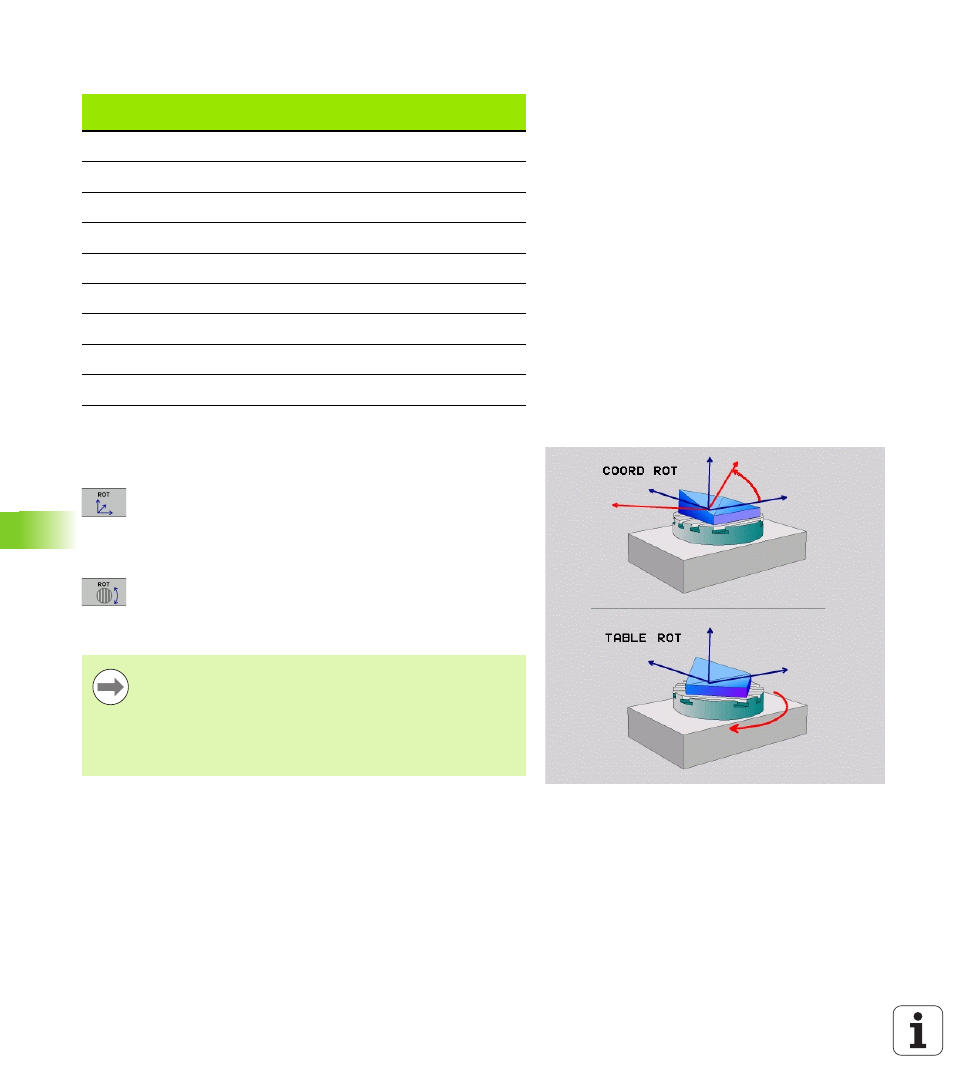
Für Maschinen die einen C-Rundtisch haben, steht eine Funktion zur
Verfügung, mit der Sie die Art der Transformation festlegen können:
U
COORD ROT
legt fest, dass die PLANE-Funktion nur das
Koordinatensystem auf den definierten
Schwenkwinkel drehen soll. Der Rundtisch wird nicht
bewegt, die Kompensation der Drehung erfolgt
rechnerisch
U
TABLE ROT
legt fest, dass die PLANE-Funktion den
Rundtisch auf den definierten Schwenkwinkel
positionieren soll. Die Kompensation erfolgt durch
eine Werkstück-Drehung
Endschalter
Startposition
SEQ
Ergebnis
Achsstellung
Keine
A+0, C+0
nicht progr.
A+45, C+90
Keine
A+0, C+0
+
A+45, C+90
Keine
A+0, C+0
–
A–45, C–90
Keine
A+0, C–105
nicht progr.
A–45, C–90
Keine
A+0, C–105
+
A+45, C+90
Keine
A+0, C–105
–
A–45, C–90
–90 < A < +10
A+0, C+0
nicht progr.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Fehlermeldung
Keine
A+0, C–135
+
A+45, C+90
Bei Verwendung der Funktion PLANE AXIS haben die
Funktionen COORD ROT und TABLE ROT keine Funktion.
Wenn Sie die Funktion TABLE ROT in Verbindung mit einer
Grunddrehung und Schwenkwinkel 0 verwenden, dann
schwenkt die TNC den Tisch auf den in der Grunddrehung
definierten Winkel.