Zusatz-funktionen für koordinatenangaben 10.3 – HEIDENHAIN TNC 620 (81760x-01) Benutzerhandbuch
Seite 349
Zusatz-Funktionen für Koordinatenangaben
10.3
10
TNC 620 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2014
349
Verhalten mit M92 – Maschinen-Bezugspunkt
Neben dem Maschinen-Nullpunkt kann
der Maschinenhersteller noch eine weitere
maschinenfeste Position (Maschinen-Bezugspunkt)
festlegen.
Der Maschinenhersteller legt für jede Achse
den Abstand des Maschinen-Bezugspunkts
vom Maschinen-Nullpunkt fest. Beachten Sie Ihr
Maschinenhandbuch!
Wenn sich die Koordinaten in Positioniersätzen auf den Maschinen-
Bezugspunkt beziehen sollen, dann geben Sie in diesen Sätzen
M92 ein.
Auch mit M91 oder M92 führt die TNC die
Radiuskorrektur korrekt aus. Die Werkzeug-Länge
wird jedoch
nicht
berücksichtigt.
Wirkung
M91 und M92 wirken nur in den Programmsätzen, in denen M91
oder M92 programmiert ist.
M91 und M92 werden wirksam am Satz-Anfang.
Werkstück-Bezugspunkt
Wenn sich Koordinaten immer auf den Maschinen-Nullpunkt
beziehen sollen, dann kann das Bezugspunkt-Setzen für eine oder
mehrere Achsen gesperrt werden.
Wenn das Bezugspunkt-Setzen für alle Achsen gesperrt ist,
dann zeigt die TNC den Softkey BEZUGSPUNKT SETZEN in der
Betriebsart
Manueller Betrieb nicht mehr an.
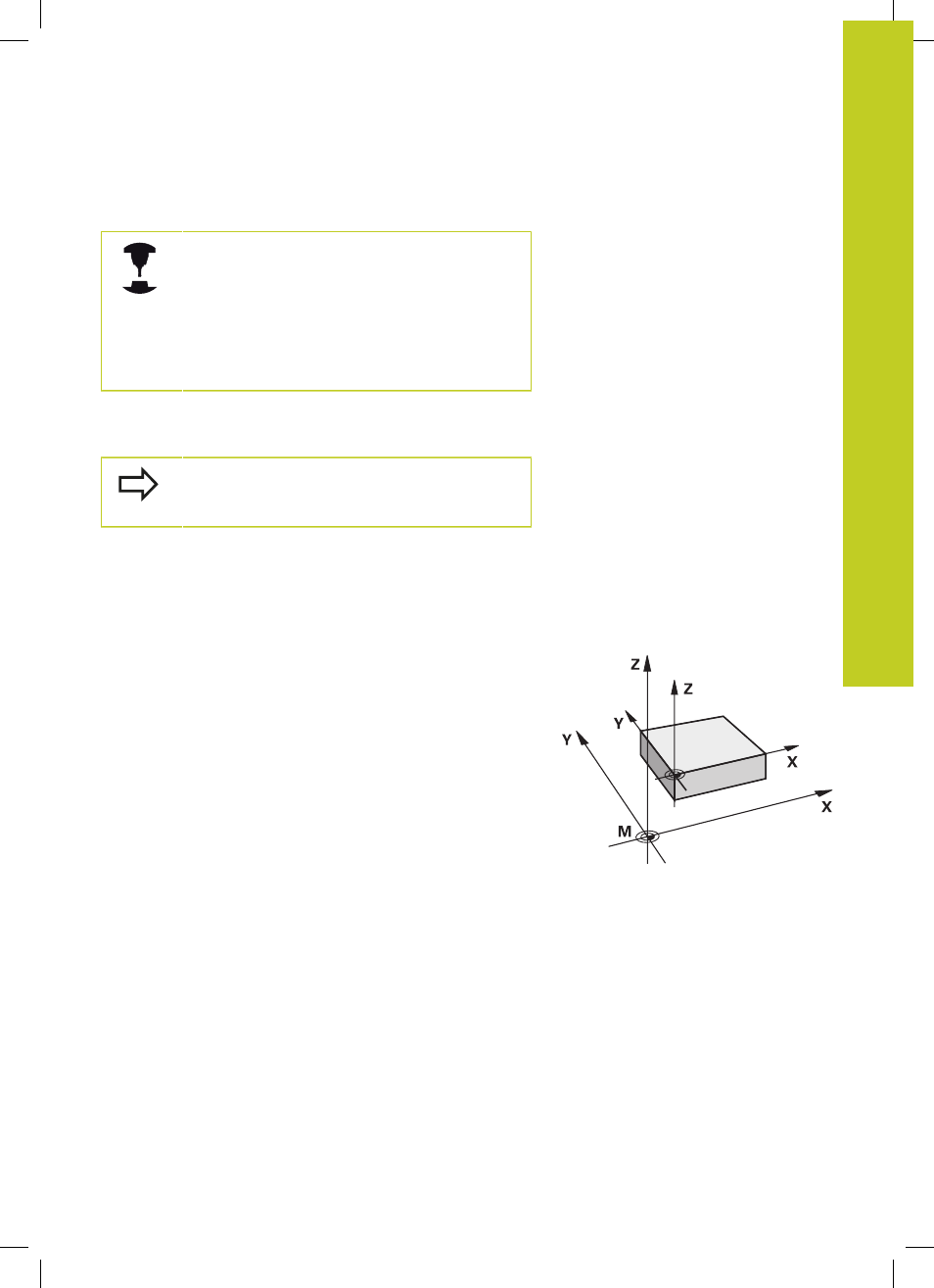
Das Bild zeigt Koordinatensysteme mit Maschinen- und Werkstück-
Nullpunkt.
M91/M92 in der Betriebsart Programm-Test
Um M91/M92-Bewegungen auch grafisch simulieren zu können,
müssen Sie die Arbeitsraum-Überwachung aktivieren und das
Rohteil bezogen auf den gesetzten Bezugspunkt anzeigen
lassen, siehe "Rohteil im Arbeitsraum darstellen (Software-Option
Advanced grafic features)", Seite 515.