Ecken-runden g25, Bahnbewegungen - rechtwinklige koordinaten 6.4 – HEIDENHAIN TNC 620 (81760x-02) ISO programming Benutzerhandbuch
Seite 221
Bahnbewegungen - rechtwinklige Koordinaten
6.4
6
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
221
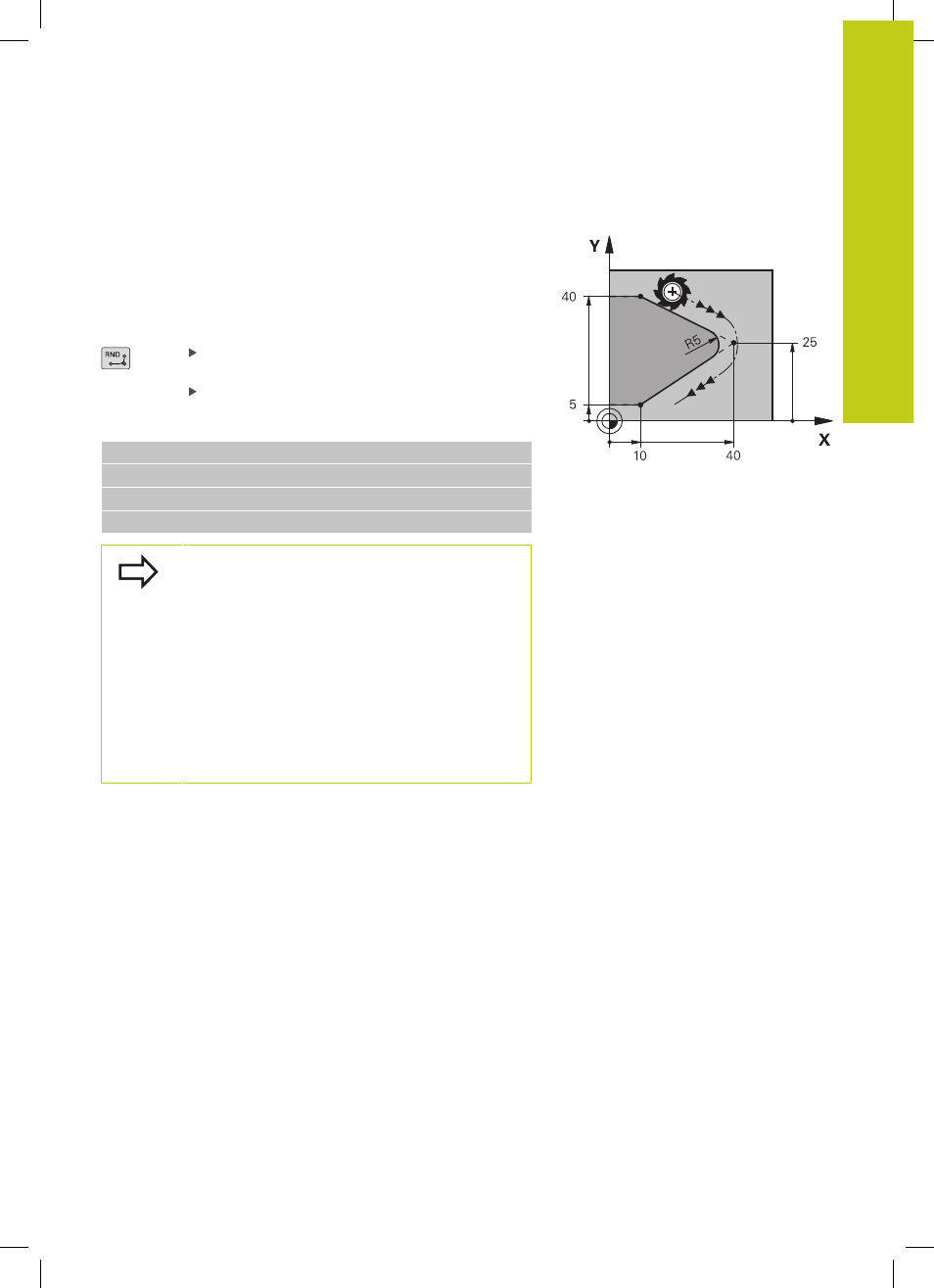
Ecken-Runden G25
Die Funktion
G25 rundet Kontur-Ecken ab.
Das Werkzeug fährt auf einer Kreisbahn, die sowohl an das
vorhergegangene als auch an das nachfolgende Konturelement
tangential anschließt.
Der Rundungskreis muss mit dem aufgerufenen Werkzeug
ausführbar sein.
Rundungs-Radius: Radius des Kreisbogens, falls
nötig:
Vorschub F (wirkt nur im G25-Satz)
NC-Beispielsätze
N50 G01 X+10 Y+40 G41 F300 M3*
N60 G01 X+40 Y+25*
N70 G25 R5 F100*
N80 G01 X+10 Y+5*
Das vorhergehende und nachfolgende Konturelement
sollte beide Koordinaten der Ebene enthalten, in
der das Ecken-Runden ausgeführt wird. Wenn
Sie die Kontur ohne Werkzeugradiuskorrektur
bearbeiten, dann müssen Sie beide Koordinaten der
Bearbeitungsebene programmieren.
Der Eckpunkt wird nicht angefahren.
Ein im
G25-Satz programmierter Vorschub wirkt nur
in diesem
G25-Satz. Danach ist wieder der vor dem
G25-Satz programmierte Vorschub gültig.
Ein
G25-Satz lässt sich auch zum weichen Anfahren
an die Kontur nutzen