Unabgeschirmte 40 a-maschinen-verschleißteile, Powermax, Bedienung – Hypertherm Powermax1250 Rev.1 Benutzerhandbuch
Seite 62
BEDIENUNG
powermax
1250
Betriebsanleitung
4-19
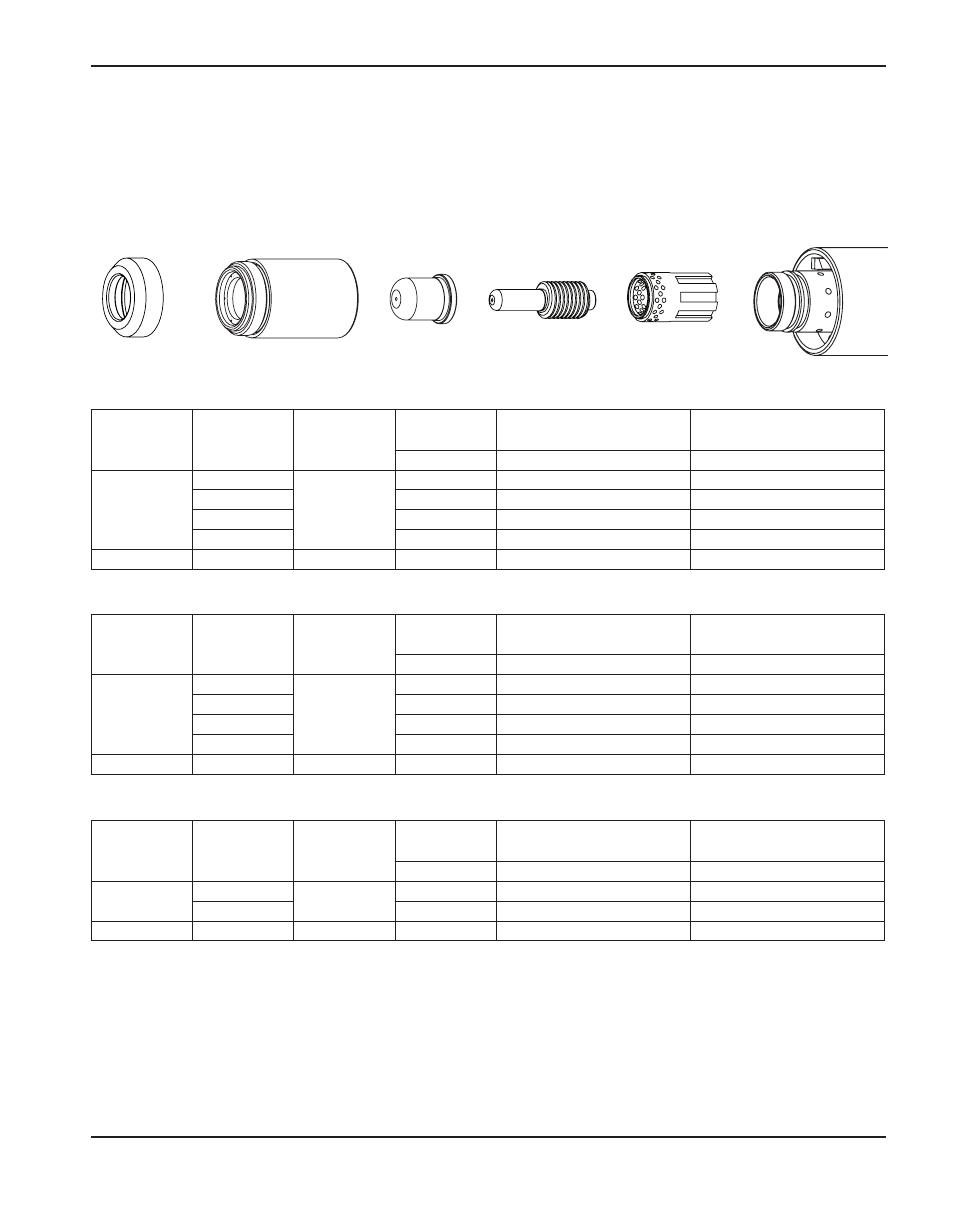
Unabgeschirmte 40 A-Maschinen-Verschleißteile
• Der Abstand zwischen Brenner und Werkstück beträgt für alle Schnitte 1,5 mm.
Brennerkappe
120928
Düse
220006
Elektrode
120926
Wirbelring
120925
T80M
Brenner
Deflektor
120979
Bei den maximalen Vorschubgeschwindigkeiten handelt es sich um die schnellstmöglichen Vorschubgeschwindigkeiten zum Schneiden von
Material, ohne Rücksicht auf die Schnittqualität. Die optimalen Vorschubgeschwindigkeiten bieten den besten Schnittwinkel, die geringste
Bartbildung und die beste Schnittkantenoberfläche. Es ist zu bedenken, dass die Tabellen für das Schneiden dazu vorgesehen sind,
einen guten Startpunkt für jede einzelne Schneidaufgabe zu bieten.
Jede Schneidanlage erfordert eine Feineinstellung für den jeweiligen
Schneideinsatz, um die gewünschte Schnittqualität zu erlangen.
Unlegierter Stahl
Legierter Stahl
Aluminium
Lichtbogen-
Strom
Lichtbogen-
Spannung
Lochstech-
verzögerung
Blechdicke
Maximale
Schneidgeschwindigkeiten
Optimale
Schneidgeschwindigkeiten
mm
mm/min
mm/min
25
125
0
0,5
13970
8966
128
0,8
12294
8001
130
1,3
6045
3937
131
1,5
4242
2769
40
129
0,25
1,9
8280
5385
Lichtbogen-
Strom
Lichtbogen-
Spannung
Lochstech-
verzögerung
Blechdicke
Maximale
Schneidgeschwindigkeiten
Optimale
Schneidgeschwindigkeiten
mm
mm/min
mm/min
25
127
0
0,5
14249
9271
127
0,8
11506
7493
123
1,3
12700
8255
127
1,5
9322
6071
40
128
0,25
1,9
5588
3632
Lichtbogen-
Strom
Lichtbogen-
Spannung
Lochstech-
verzögerung
Blechdicke
Maximale
Schneidgeschwindigkeiten
Optimale
Schneidgeschwindigkeiten
mm
mm/min
mm/min
25
125
0
0,8
14326
9296
127
1,5
5994
3886
40
127
0,25
2,4
6629
4318