HEIDENHAIN TNC 320 (340 55x-03) Benutzerhandbuch
Seite 162
Advertising
162
6 Programmieren: Konturen programmieren
6.4 Bahnbew
e
gung
en – r
e
c
h
twinklig
e K
oor
dinat
e
n
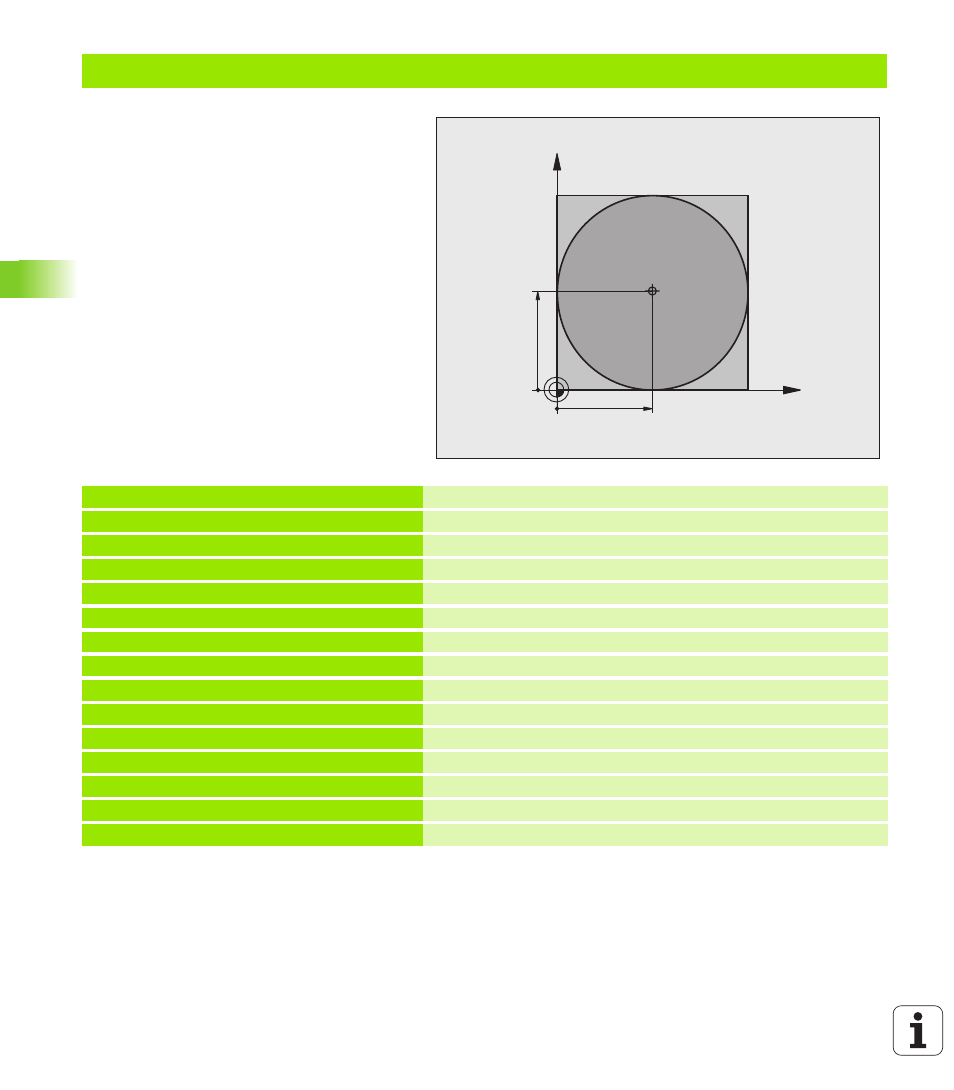
Beispiel: Vollkreis kartesisch
0 BEGIN PGM C-CC MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Rohteil-Definition
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S3150
Werkzeug-Aufruf
4 CC X+50 Y+50
Kreismittelpunkt definieren
5 L Z+250 R0 FMAX
Werkzeug freifahren
6 L X-40 Y+50 R0 FMAX
Werkzeug vorpositionieren
7 L Z-5 R0 F1000 M3
Auf Bearbeitungstiefe fahren
8 APPR LCT X+0 Y+50 R5 RL F300
Kreisstartpunkt anfahren auf einer Kreisbahn mit tangentialem
Anschluss
9 C X+0 DR-
Kreisendpunkt (=Kreisstartpunkt) anfahren
10 DEP LCT X-40 Y+50 R5 F1000
Kontur verlassen auf einer Kreisbahn mit tangentialem
Anschluss
11 L Z+250 R0 FMAX M2
Werkzeug freifahren, Programm-Ende
12 END PGM C-CC MM
X
Y
50
50
CC
Advertising