HEIDENHAIN 530 (340 49x-07) ISO programming Benutzerhandbuch
Seite 521
HEIDENHAIN iTNC 530
521
15.1 Einf
ac
he Bearbeit
ung
en pr
ogr
ammier
en und abarbeit
en
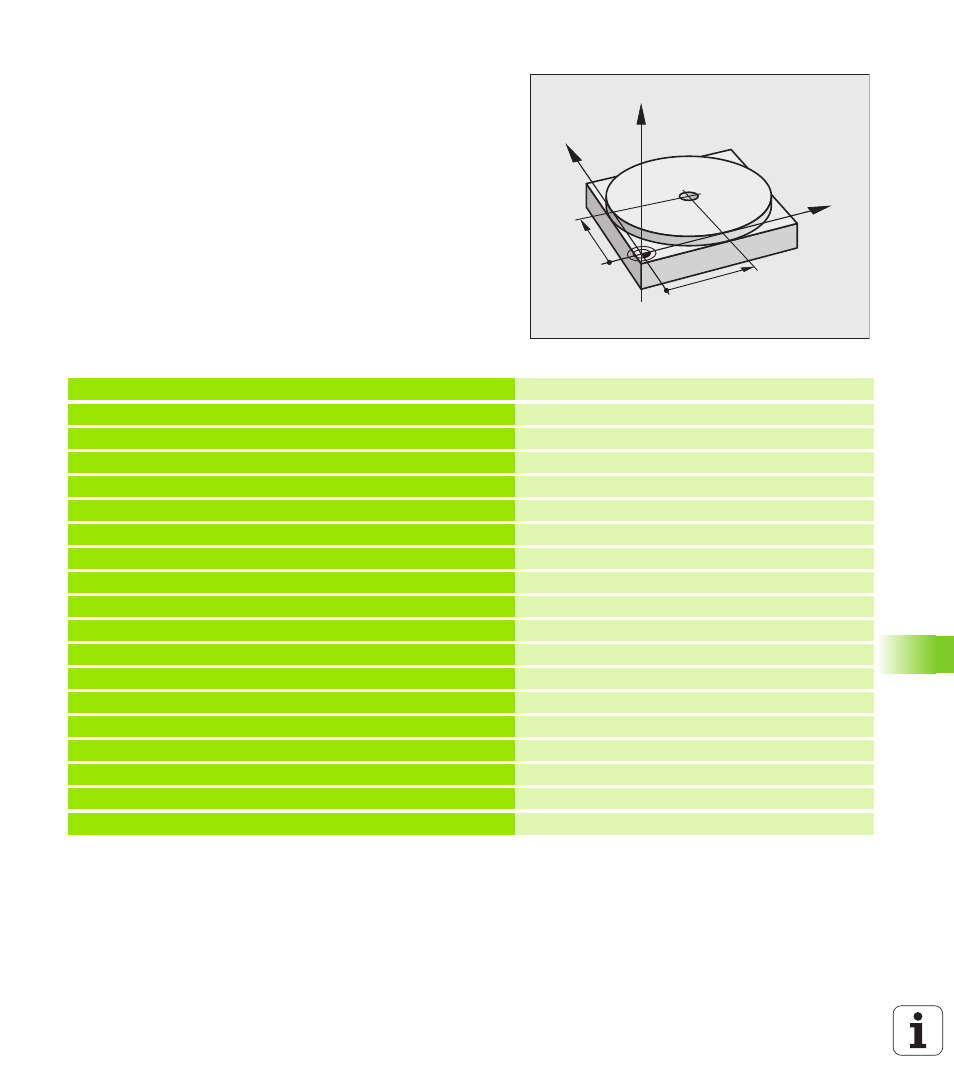
Beispiel 1
Ein einzelnes Werkstück soll mit einer 20 mm tiefen Bohrung
versehen werden. Nach dem Aufspannen des Werkstücks, dem
Ausrichten und Bezugspunkt-Setzen lässt sich die Bohrung mit
wenigen Programmzeilen programmieren und ausführen.
Zuerst wird das Werkzeug mit Geraden-Sätzen über dem Werkstück
vorpositioniert und auf einen Sicherheitsabstand von 5 mm über dem
Bohrloch positioniert. Danach wird die Bohrung mit dem Zyklus G200
ausgeführt.
Geraden-Funktion: Siehe „Gerade im Eilgang G00 Gerade mit
Vorschub G01 F”, Seite 219, Zyklus BOHREN: Siehe Benutzer-
Handbuch Zyklen, Zyklus 200 BOHREN.
Y
X
Z
50
50
%$MDI G71 *
N10 T1 G17 S2000 *
Werkzeug aufrufen: Werkzeugachse Z,
Spindeldrehzahl 2000 U/min
N20 G00 G40 G90 Z+200 *
Werkzeug freifahren (Eilgang)
N30 X+50 Y+50 M3 *
Werkzeug im Eilgang über Bohrloch positionieren,
Spindel ein
N40 G01 Z+2 F2000 *
Werkzeug 2 mm über Bohrloch positionieren
N50 G200 BOHREN *
Zyklus G200 Bohren definieren
Q200=2
;SICHERHEITS-ABST.
Sicherheitsabstand des Wkz über Bohrloch
Q201=-20
;TIEFE
Tiefe des Bohrlochs (Vorzeichen=Arbeitsrichtung)
Q206=250
;F TIEFENZUST.
Bohrvorschub
Q202=10
;ZUSTELL-TIEFE
Tiefe der jeweiligen Zustellung vor dem Rückzug
Q210=0
;F.-ZEIT OBEN
Verweilzeit oben beim Entspanen in Sekunden
Q203=+0
;KOOR. OBERFL.
Koordinate Oberkante Werkstück
Q204=50
;2. S.-ABSTAND
Position nach dem Zyklus, bezogen auf Q203
Q211=0.5
;VERWEILZEIT UNTEN
Verweilzeit am Bohrungsgrund in Sekunden
N60 G79 *
Zyklus G200 Tiefbohren aufrufen
N70 G00 G40 Z+200 M2 *
Werkzeug freifahren
N9999999 %$MDI G71 *
Programm-Ende