Delta-werte für längen und radien, Werkzeug-daten ins programm eingeben, 2 w e rk z e ug-d a te n – HEIDENHAIN TNC 640 (34059x-01) ISO programming Benutzerhandbuch
Seite 148
148
Programmieren: Werkzeuge
5.2 W
e
rk
z
e
ug-D
a
te
n
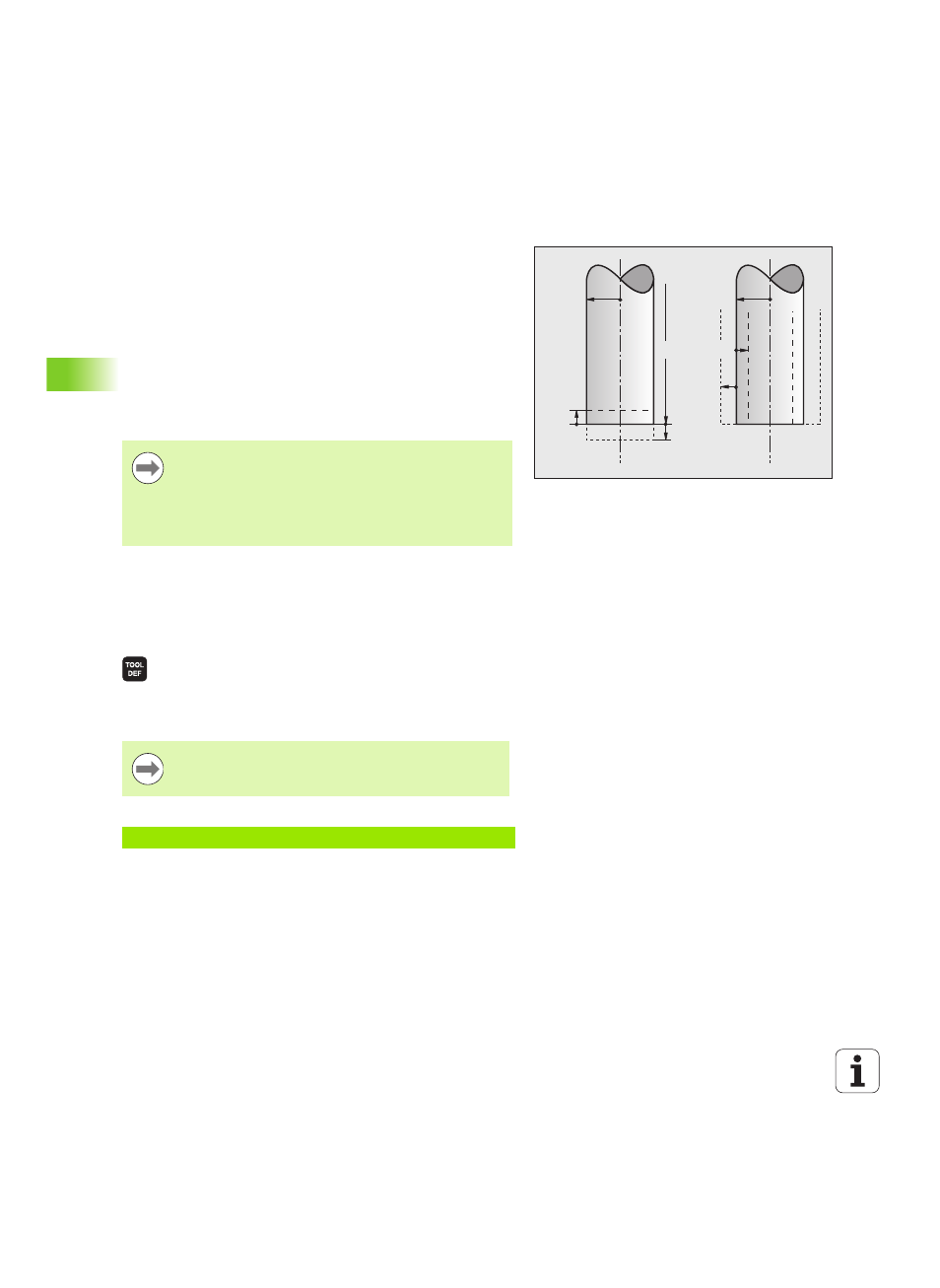
Delta-Werte für Längen und Radien
Delta-Werte bezeichnen Abweichungen für die Länge und den Radius
von Werkzeugen.
Ein positiver Delta-Wert steht für ein Aufmaß (DL, DR, DR2>0). Bei einer
Bearbeitung mit Aufmaß geben Sie den Wert für das Aufmaß beim
Programmieren des Werkzeug-Aufrufs mit T ein.
Ein negativer Delta-Wert bedeutet ein Untermaß (DL, DR, DR2<0). Ein
Untermaß wird in der Werkzeug-Tabelle für den Verschleiß eines
Werkzeugs eingetragen.
Delta-Werte geben Sie als Zahlenwerte ein, in einem T-Satz können
Sie den Wert auch mit einem Q-Parameter übergeben.
Eingabebereich: Delta-Werte dürfen maximal ± 99,999 mm betragen.
Werkzeug-Daten ins Programm eingeben
Nummer, Länge und Radius für ein bestimmtes Werkzeug legen Sie
im Bearbeitungs-Programm einmal in einem G99-Satz fest:
U
Werkzeug-Definition wählen: Taste TOOL DEF drücken
U
Werkzeug-Nummer
: Mit der Werkzeug-Nummer ein
Werkzeug eindeutig kennzeichnen
U
Werkzeug-Länge
: Korrekturwert für die Länge
U
Werkzeug-Radius
: Korrekturwert für den Radius
Beispiel
DR<0
DR>0
DL<0
R
DL>0
L
R
Delta-Werte aus der Werkzeug-Tabelle beeinflussen die
grafische Darstellung des Werkzeuges. Die Darstellung
des Werkstückes in der Simulation bleibt gleich.
Delta-Werte aus dem T-Satz verändern in der Simulation
die dargestellte Größe des Werkstückes. Die simulierte
Werkzeuggröße bleibt gleich.
Während des Dialogs können Sie den Wert für die Länge
und den Radius direkt in das Dialogfeld einfügen:
Gewünschten Achs-Softkey drücken.
N40 G99 T5 L+10 R+5 *