3 spannmittelüberwachung (software-option dcm), Grundlagen – HEIDENHAIN 530 (340 49x-07) ISO programming Benutzerhandbuch
Seite 360
360
Programmieren: Sonderfunktionen
1
1
.3 Spannmit
te
lüberw
ac
hung (Sof
tw
ar
e-Option DCM)
11.3 Spannmittelüberwachung
(Software-Option DCM)
Grundlagen
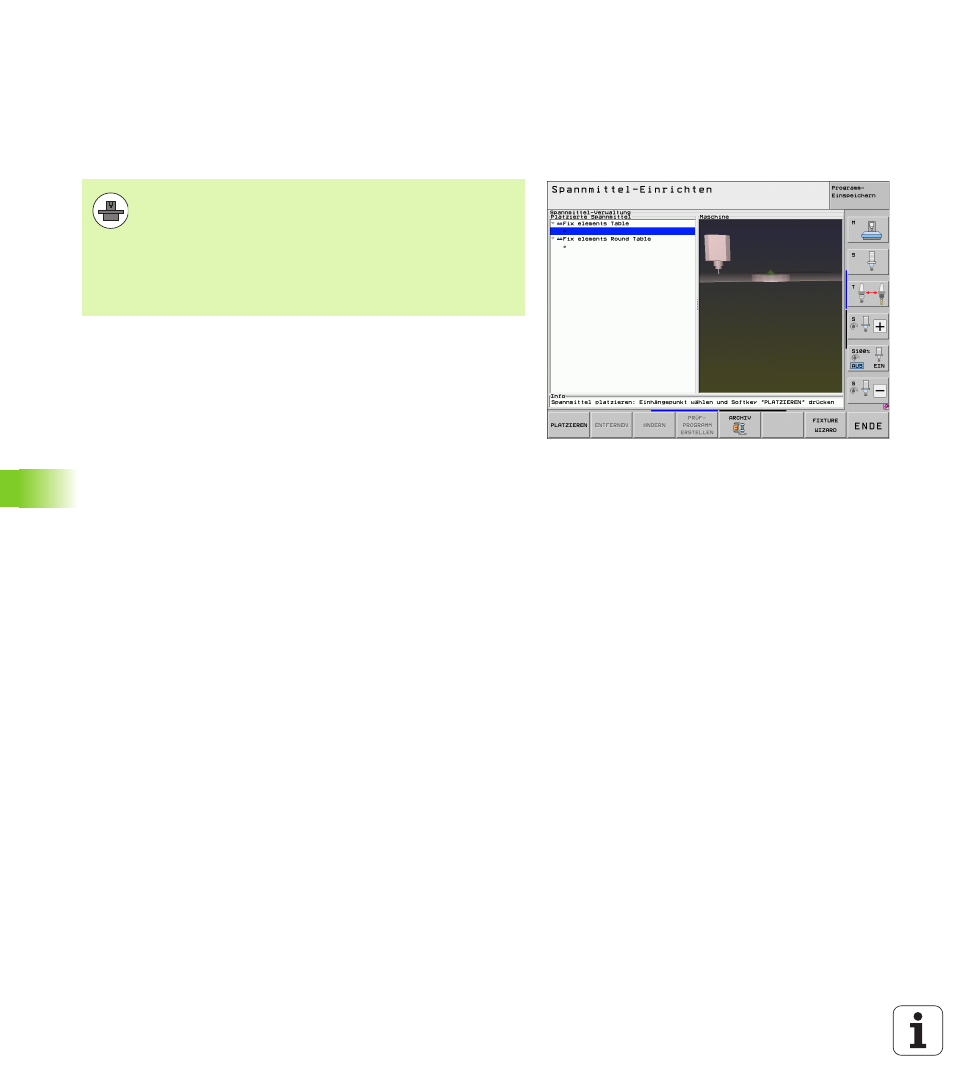
Über die Spannmittelverwaltung im manuellen Betrieb können Sie
einfache Spannmittel im Arbeitsbereich der Maschine platzieren, um
eine Kollisionsüberwachung zwischen Werkzeug und Spannmittel zu
realisieren.
Um Spannmittel platzieren zu können sind mehrere Arbeitsschritte
erforderlich:
Spannmittelvorlage modellieren
HEIDENHAIN stellt auf der HEIDENHAIN-Website
Spannmittelvorlagen wie Schraubstöcke oder Backenfutter in einer
Spannmittelbibliothek zur Verfügung (siehe „Spannmittelvorlagen”
auf Seite 361), die mit einer PC-Software erstellt wurden
(KinematicsDesign). Ihr Maschinenhersteller kann zusätzliche
Spannmittelvorlagen modellieren und Ihnen zur Verfügung stellen.
Spannmittelvorlagen besitzen die Dateiendung cft
Spannmittel parametrisieren: FixtureWizard
Mit dem FixtureWizard (fixture = engl.: Spannvorrichtung) definieren
Sie die genauen Abmessungen des Spannmittels durch
Parametrisierung der Spannmittelvorlage. Der FixtureWizard steht
innerhalb der Spannmittelverwaltung der TNC zur Verfügung und
erzeugt ein platzierbares Spannmittel mit konkreten, von Ihnen zu
definierenden Abmessungen (siehe „Spannmittel parametrisieren:
FixtureWizard” auf Seite 361). Platzierbare Spannmittel besitzen die
Dateiendung cfx
Spannmittel auf der Maschine platzieren
In einem interaktiven Menü führt Sie die TNC durch den
eigentlichen Einmessvorgang. Der Einmessvorgang besteht im
wesentlichen im Ausführen verschiedener Antast-Funktionen am
Spannmittel und der Eingabe von variablen Größen wie
beispielsweise des Backenabstandes eines Schraubstocks (siehe
„Spannmittel auf der Maschine platzieren” auf Seite 363)
Position des eingemessenen Spannmittels prüfen
Nachdem Sie das Spannmittel platziert haben können Sie von der
TNC bei Bedarf ein Messprogramm erstellen lassen, mit dem Sie
die Istposition des platzierten Spannmittels mit der Sollposition
überprüfen lassen können. Die TNC gibt bei zu großen
Abweichungen zwischen Soll- und Istposition eine Fehlermeldung
aus (siehe „Position des eingemessenen Spannmittels prüfen” auf
Seite 365)
Um die Spannmittelüberwachung nutzen zu können,
muss Ihr Maschinenhersteller erlaubte
Platzierungspunkte in der Kinematikbeschreibung
definiert haben. Maschinenhandbuch beachten!
Ihre Maschine muss über ein schaltendes 3D-Tastsystem
zur Werkstück-Vermessung verfügen, ansonsten können
Sie das Spannmittel nicht auf der Maschine platzieren.