Unlegierter stahl, Plasma o, Englisches – Hypertherm HT4400 Benutzerhandbuch
Seite 177: Metrisches
f-2
HT4400
Betriebsanleitung
2
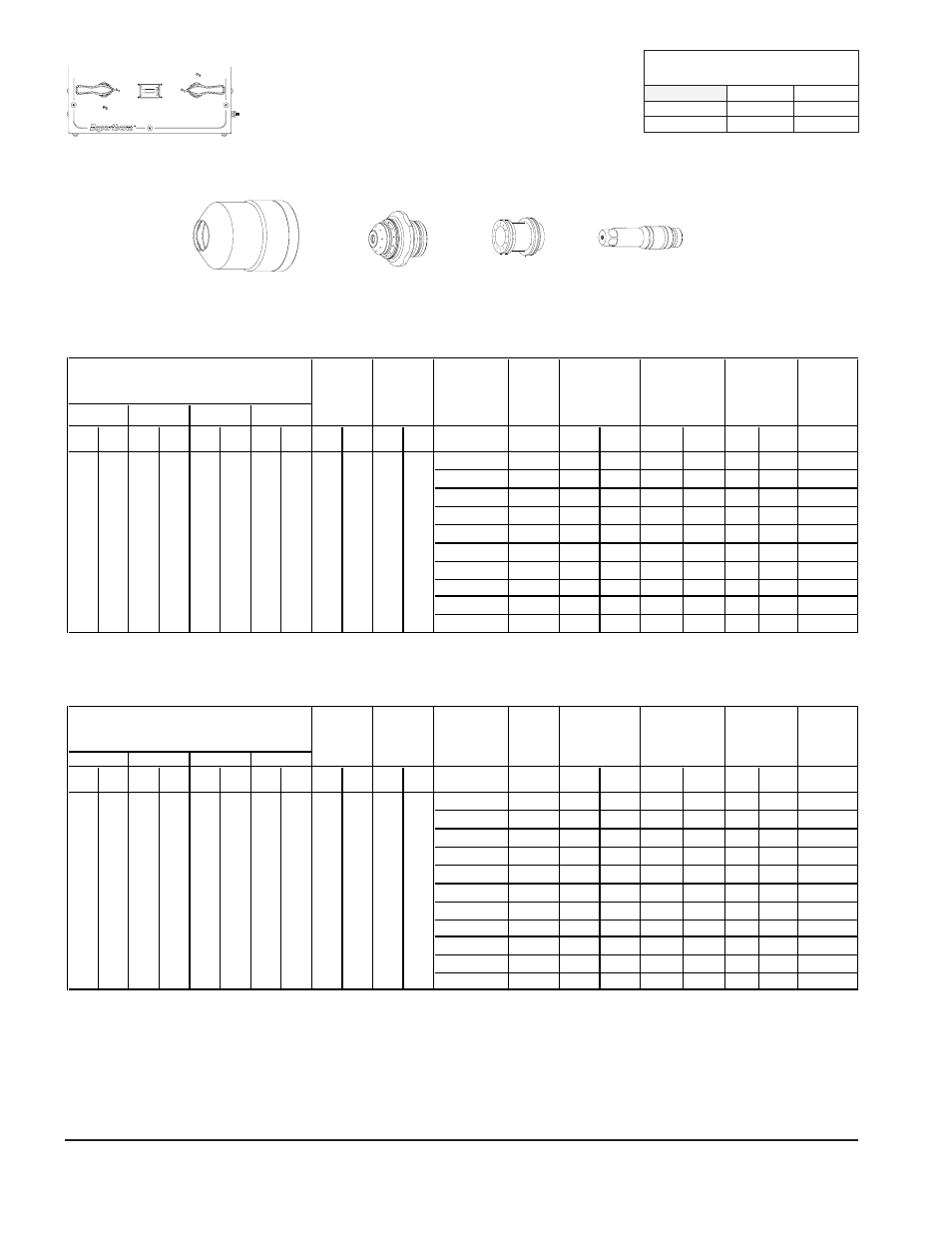
Unlegierter Stahl
Plasma O
2
/ O
2
-N
2
Schutzschild
400 A
Gerade und Fasenschnitte bis 45°
Anmerkung: Schneidtabellen zeigen Parameter für gerade Schnitte (90°)
Durchflußmengen bei 8,3 bar
(scfh / l/h)
N
2
O
2
Vorströmung
180.8 / 5118
60.4 / 1710
Betriebsströmung
138.6 / 3924 133.6 / 3780
120786
Brennerkappe
120934
Düse
120939
Wirbelring
120810
Elektrode
*
Lochstechen nicht empfohlen.
**
Bei Schnitten dieser Dicken kann es zu erhöhter Schnittwinkelschwankung und Oberflächen-Rauheit kommen. Um hier eine
Verbesserung bei manchen Materialien herbeizuführen, ist die Schneidgeschwindigkeit um 5 % bis 10 % zu reduzieren.
Mindesteingangsdrücke bleiben für alle Blechdicken auf 8,3 bar.
Ungefähre Drücke beim Schneiden im RUN-Modus (Betrieb):
PG1
76
PG2
42
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
3/8**
135
,125
3
195
4950
,250
6
0,4
1/2**
138
,157
4
160
4060
,314
8
0,5
5/8
140
,157
4
120
3050
,314
8
0,6
3/4
142
,157
4
95
2413
,314
8
0,7
7/8
145
,188
5
80
2032
,375
10
0,8
1
145
,188
5
70
1778
,375
10
1
1-1/8
145
,188
5
60
1520
,375
10
1,4
1-1/4
148
,188
5
55
1400
,375
10
1,9
1-1/2
150
,188
5
40
1020
*
*
*
2
175
,250
6
15
381
*
*
*
72
4
6
8
28
35
40
34
46
70
43
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
10**
135
3
,125
4718
186
6
,250
0,4
12**
138
4
,157
4301
169
8
,314
0,5
15
140
4
,157
3320
131
8
,314
0,6
20
142
4
,157
2298
91
8
,314
0,7
22
145
5
,188
2053
81
10
,375
0,8
25
145
5
,188
1806
71
10
,375
1
30
145
5
,188
1468
58
10
,375
1,2
32
148
5
,188
1386
55
10
,375
1,4
35
150
5
,188
1204
47
10
,375
1,9
40
155
5
,188
929
37
*
*
*
50
175
6
,250
421
17
*
*
*
34
46
70
43
28
35
40
72
4
6
8
Testvor- und -Betriebsströmungseinstellung
(psi)
Test-
vorströmung
(psi)
Preflow
Test-
betriebs-
strömung
(psi)
Cutflow
Materialdicke
Lichtbogen
Spannung
Abstand Brenner
zum Werkstück
Schneid-
geschwindigkeit
Anfangs
Brenner
Lochstechhöhe
Lochstech
Verzögerung
Plasma
Schutzschild
Plasma
Schutzschild
Zoll
Volt
zoll
mm
mm/m
zoll
mm
Sekunden
ipm
ENGLISCHES
Testvor- und -Betriebsströmungseinstellung
(psi)
Test-
vorströmung
(psi)
Preflow
Test-
betriebs-
strömung
(psi)
Cutflow
Materialdicke
Lichtbogen
Spannung
Abstand Brenner
zum Werkstück
Schneid-
geschwindigkeit
Anfangs
Brenner
Lochstechhöhe
Lochstech
Verzögerung
Plasma
Schutzschild
Plasma
Schutzschild
Volt
mm
zoll
ipm
mm
zoll
Sekunden
mm/m
METRISCHES