HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 83
83
Freistich DIN509 E mit Zylinderbearbeitung G851
Freistich DIN509 F mit Zylinderbearbeitung G852
Freistich DIN76 mit Zylinderbearbeitung G853
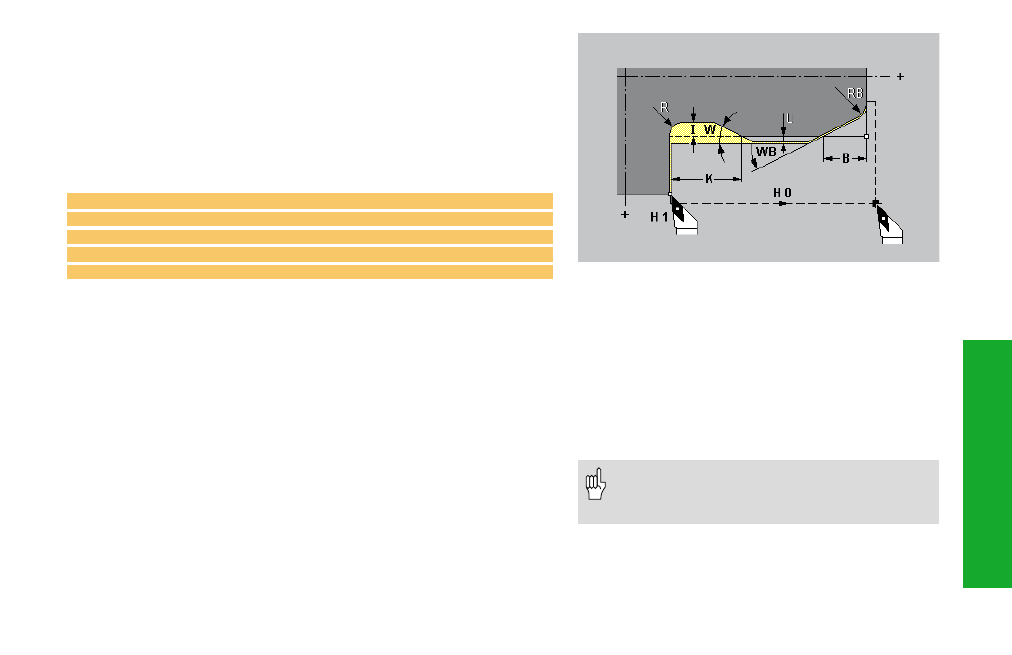
G851/G852/G853 erstellt einen Freistich, einen Zylinderanschnitt und
bearbeitet den vorgelagerten Zylinder sowie die anschließende Plan-
fläche.
Bedeutung der NC-Sätze nach dem Zyklusaufruf (Beispiel G851):
N.. G851 I.. K.. W...
/Zyklusaufruf mit Parametern
N.. G0 X.. Z..
/Eckpunkt Zylinderanschnitt
N.. G1 Z..
/Freistichecke
N.. G1 X..
/Endpunkt Planfläche
N.. G80
/Ende der Konturbeschreibung
Parameter
I:
• G851, G852: Freistichtiefe – default: Normtabelle
• G853: Freistichdurchmesser – default: Normtabelle
K:
Freistichlänge – default: Normtabelle
W:
Freistichwinkel – default: Normtabelle
R:
Freistichradius – default: Normtabelle
P:
Plantiefe – default: Normtabelle
A:
Planwinkel – default: Normtabelle
B:
Zylinderanschnittlänge – default: kein Zylinderanschnitt
RB:
Anschnittradius – default: kein Anschnittradius
WB:
Anschnittwinkel – default: 45 °
E:
reduzierter Vorschub (für die Fertigung des Freistichs) – default:
aktiver Vorschub
H:
Abfahrart – default: 0
• H=0: Werkzeug fährt zum Startpunkt zurück
• H=1: Werkzeug steht am Ende der Planfläche
U:
Schleifaufmaß (im Bereich des Zylinders) –
default: kein Schleifaufmaß
FP:
Gewindesteigung
P:
Aufmaß (Wenn Sie „P“ eingeben, wird die
Bearbeitung des Freistichs wird in Vor- und
Fertigdrehen aufgeteilt. Dabei wird „P“ als
Längsaufmaß berücksichtigt. Das Planaufmaß
ist immer 0,1 mm.)
• Schneidenradiuskorrektur: wird durch-
geführt
• Aufmaße: werden nicht verrechnet
Beispiel G851
F
reist
ec
hzyklen