2 grundlagen zu den bahnfunktionen – HEIDENHAIN TNC 320 (340 551-02) Benutzerhandbuch
Seite 117
HEIDENHAIN TNC 320
117
6.2 Gr
undlag
en zu den Bahnfunktionen
6.2 Grundlagen zu den
Bahnfunktionen
Werkzeugbewegung für eine Bearbeitung
programmieren
Wenn Sie ein Bearbeitungs-Programm erstellen, programmieren Sie
nacheinander die Bahnfunktionen für die einzelnen Elemente der
Werkstück-Kontur. Dazu geben Sie gewöhnlich die Koordinaten für
die Endpunkte der Konturelemente aus der Maßzeichnung ein. Aus
diesen Koordinaten-Angaben, den Werkzeug-Daten und der Radius-
korrektur ermittelt die TNC den tatsächlichen Verfahrweg des Werk-
zeugs.
Die TNC fährt gleichzeitig alle Maschinenachsen, die Sie in dem Pro-
gramm-Satz einer Bahnfunktion programmiert haben.
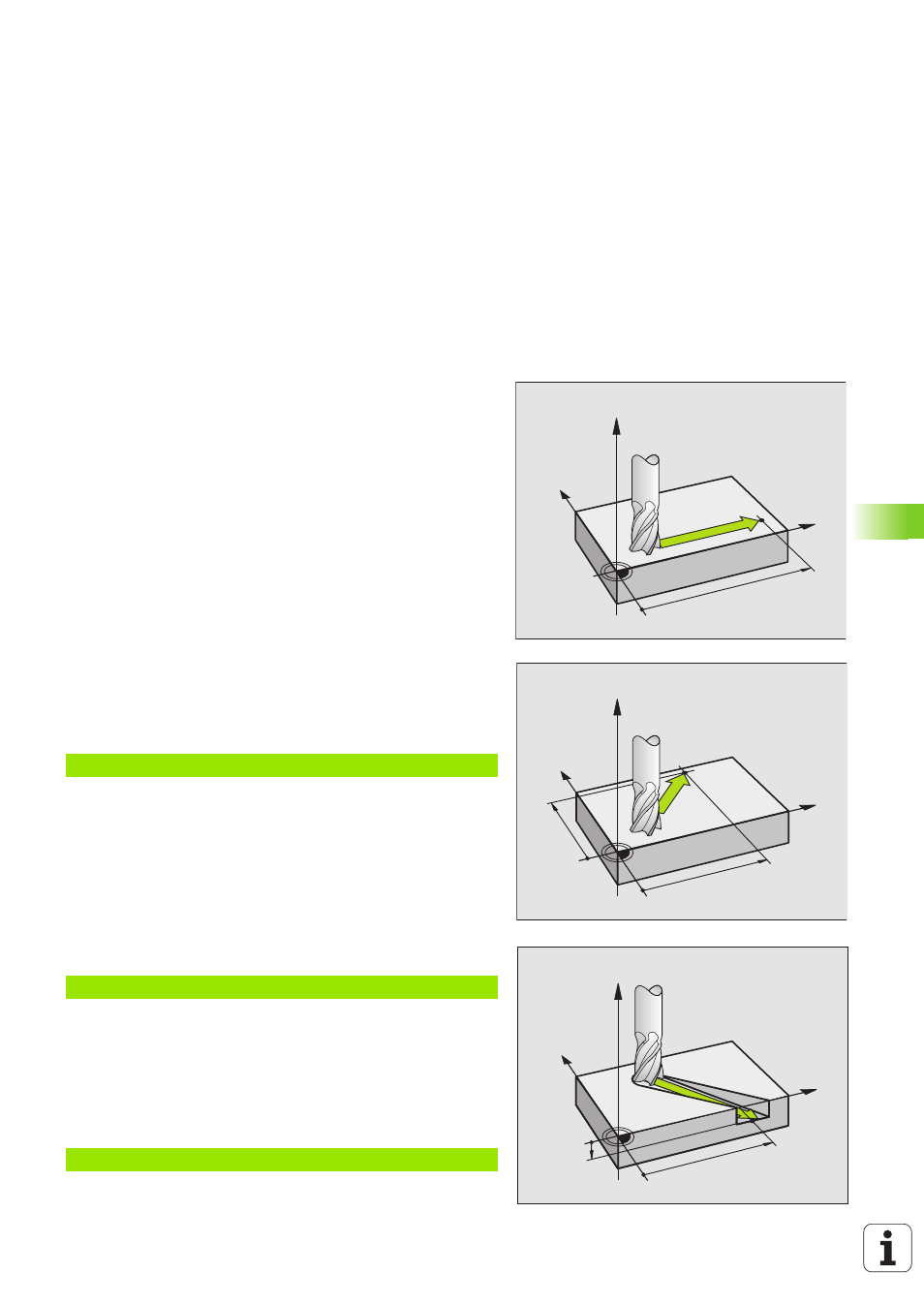
Bewegungen parallel zu den Maschinenachsen
Der Programm-Satz enthält eine Koordinaten-Angabe: Die TNC fährt
das Werkzeug parallel zur programmierten Maschinenachse.
Je nach Konstruktion Ihrer Maschine bewegt sich beim Abarbeiten
entweder das Werkzeug oder der Maschinentisch mit dem aufge-
spannten Werkstück. Beim Programmieren der Bahnbewegung tun
Sie grundsätzlich so, als ob sich das Werkzeug bewegt.
Beispiel:
Das Werkzeug behält die Y- und Z-Koordinaten bei und fährt auf die
Position X=100. Siehe Bild rechts oben.
Bewegungen in den Hauptebenen
Der Programm-Satz enthält zwei Koordinaten-Angaben: Die TNC fährt
das Werkzeug in der programmierten Ebene.
Beispiel:
Das Werkzeug behält die Z-Koordinate bei und fährt in der XY-Ebene
auf die Position X=70, Y=50. Siehe Bild rechts Mitte.
Dreidimensionale Bewegung
Der Programm-Satz enthält drei Koordinaten-Angaben: Die TNC fährt
das Werkzeug räumlich auf die programmierte Position.
Beispiel:
L X+100
L
Bahnfunktion „Gerade“
X+100
Koordinaten des Endpunkts
L X+70 Y+50
L X+80 Y+0 Z-10
X
Y
Z
100
X
Y
Z
70
50
X
Y
Z
80
-10