Seite 52 – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Benutzerhandbuch
Seite 52
52
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.1 W
e
rk
stüc
k-Sc
hieflag
e
aut
o
matisc
h erf
a
ssen
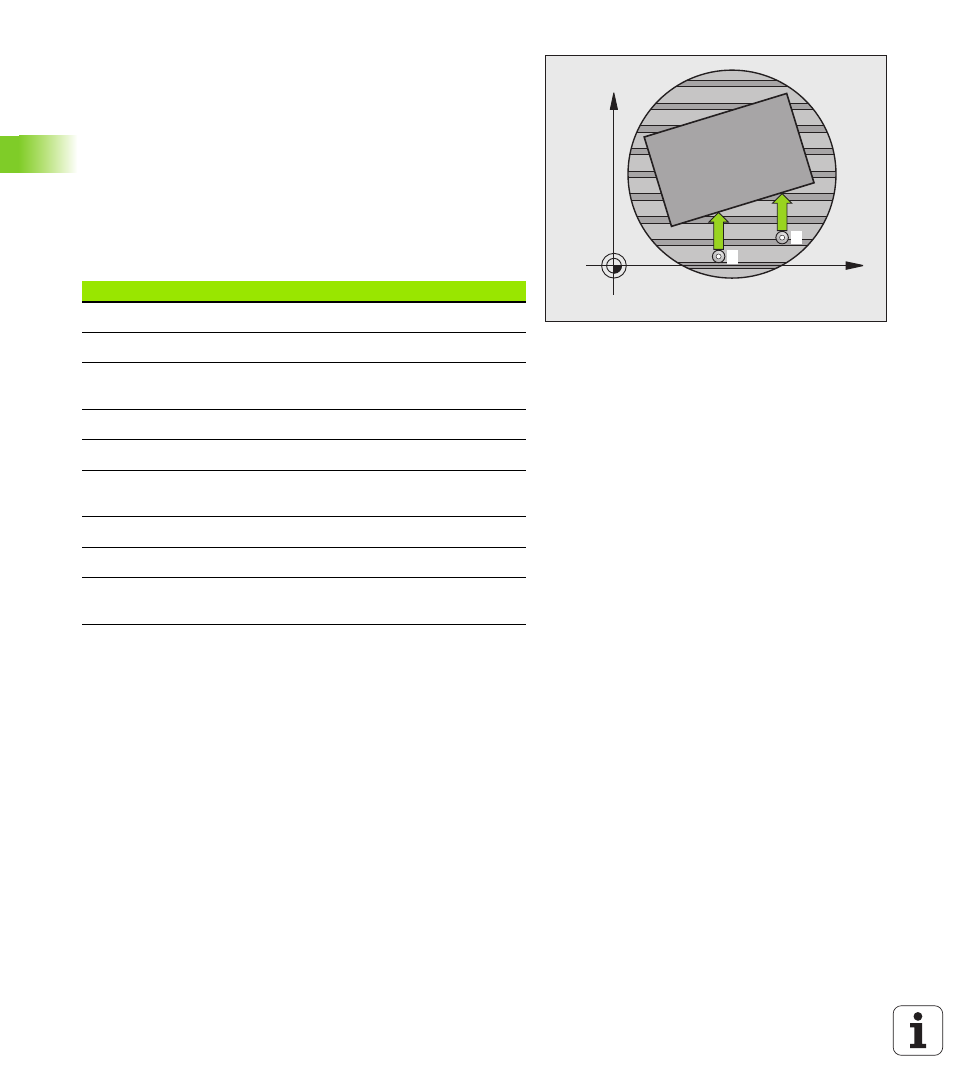
GRUNDDREHUNG über eine Drehachse
kompensieren (Tastsystem-Zyklus 403, DIN/ISO:
G403)
Der Tastsystem-Zyklus 403 ermittelt durch Messung zweier Punkte,
die auf einer Gerade liegen müssen, eine Werkstück-Schieflage. Die
ermittelte Werkstück-Schieflage kompensiert die TNC durch Drehung
der A-, B- oder C-Achse. Das Werkstück darf dabei beliebig auf dem
Rundtisch aufgespannt sein.
Nachfolgend aufgeführte Kombinationen von Messachse (Zyklus-
Parameter Q272) und Ausgleichsachse (Zyklus-Parameter Q312) sind
erlaubt. Die Funktion Bearbeitungsebene schwenken:
X
Y
1
2
Aktive TS-Achse
Messachse
Ausgleichsachse
Z
X (Q272=1)
C (Q312=6)
Z
Y (Q272=2)
C (Q312=6)
Z
Z (Q272=3)
B (Q312=5) oder A
(Q312=4)
Y
Z (Q272=1)
B (Q312=5)
Y
X (Q272=2)
C (Q312=5)
Y
Y (Q272=3)
C (Q312=6) oder A
(Q312=4)
X
Y (Q272=1)
A (Q312=4)
X
Z (Q272=2)
A (Q312=4)
X
X (Q272=3)
B (Q312=5) oder C
(Q312=6)