1 1 v o rbelegt e q-p a ra met e r – HEIDENHAIN TNC 320 (340 55x-05) ISO programming Benutzerhandbuch
Seite 262
Advertising
262
Programmieren: Q-Parameter
8.1
1
V
o
rbelegt
e
Q-P
a
ra
met
e
r
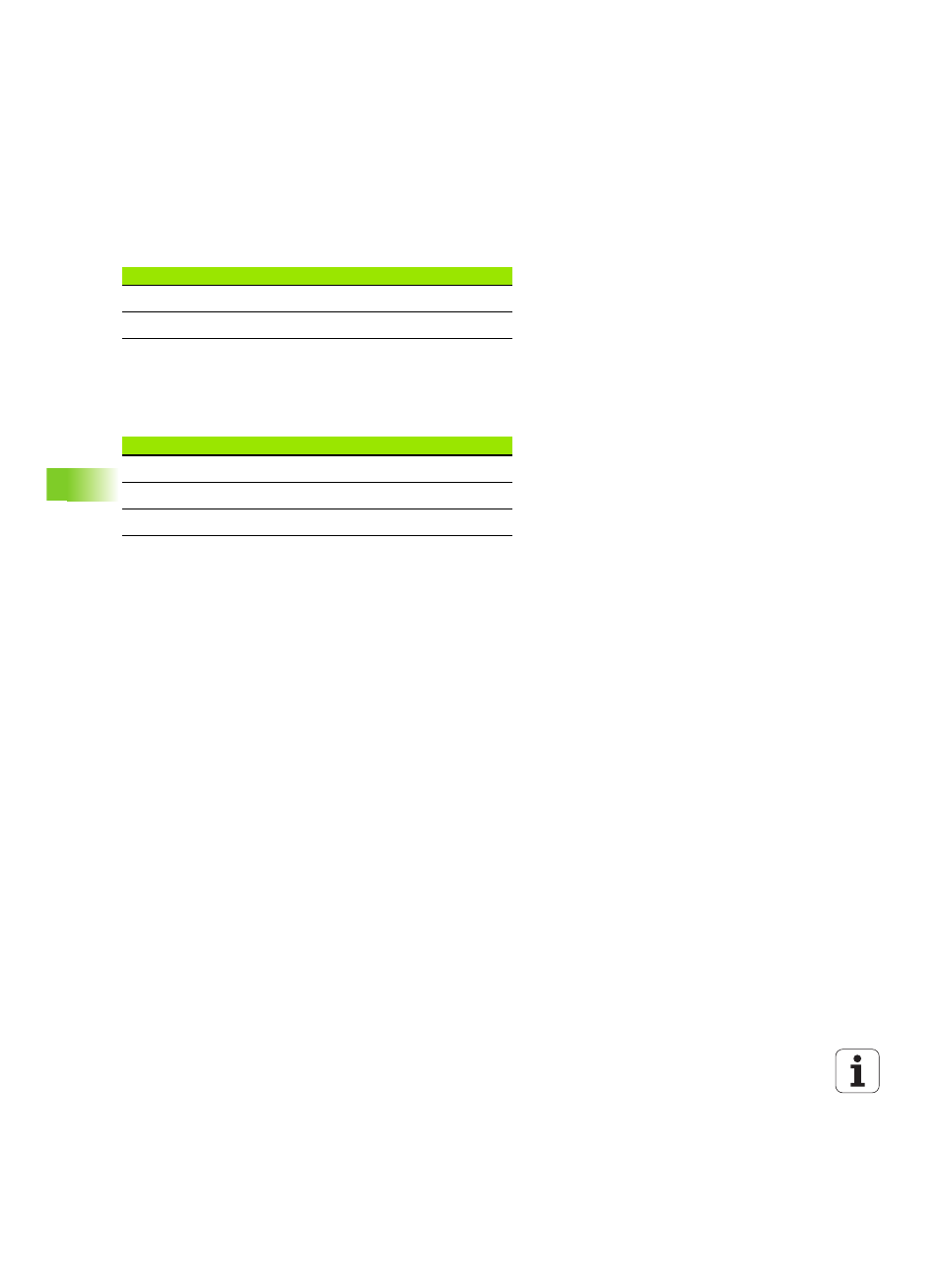
Ist-Sollwert-Abweichung bei automatischer
Werkzeug-Vermessung mit dem TT 130
Schwenken der Bearbeitungsebene mit
Werkstück-Winkeln: von der TNC berechnete
Koordinaten für Drehachsen
Ist-Soll-Abweichung
Parameter-Wert
Werkzeug-Länge
Q115
Werkzeug-Radius
Q116
Koordinaten
Parameter-Wert
A-Achse
Q120
B-Achse
Q121
C-Achse
Q122
Advertising