Zyklenprogramm erstellen – HEIDENHAIN TNC 320 (340 55x-05) ISO programming Benutzerhandbuch
Seite 43
HEIDENHAIN TNC 320
43
1
.3 D
a
s erst
e T
e
il pr
ogr
ammier
en
Zyklenprogramm erstellen
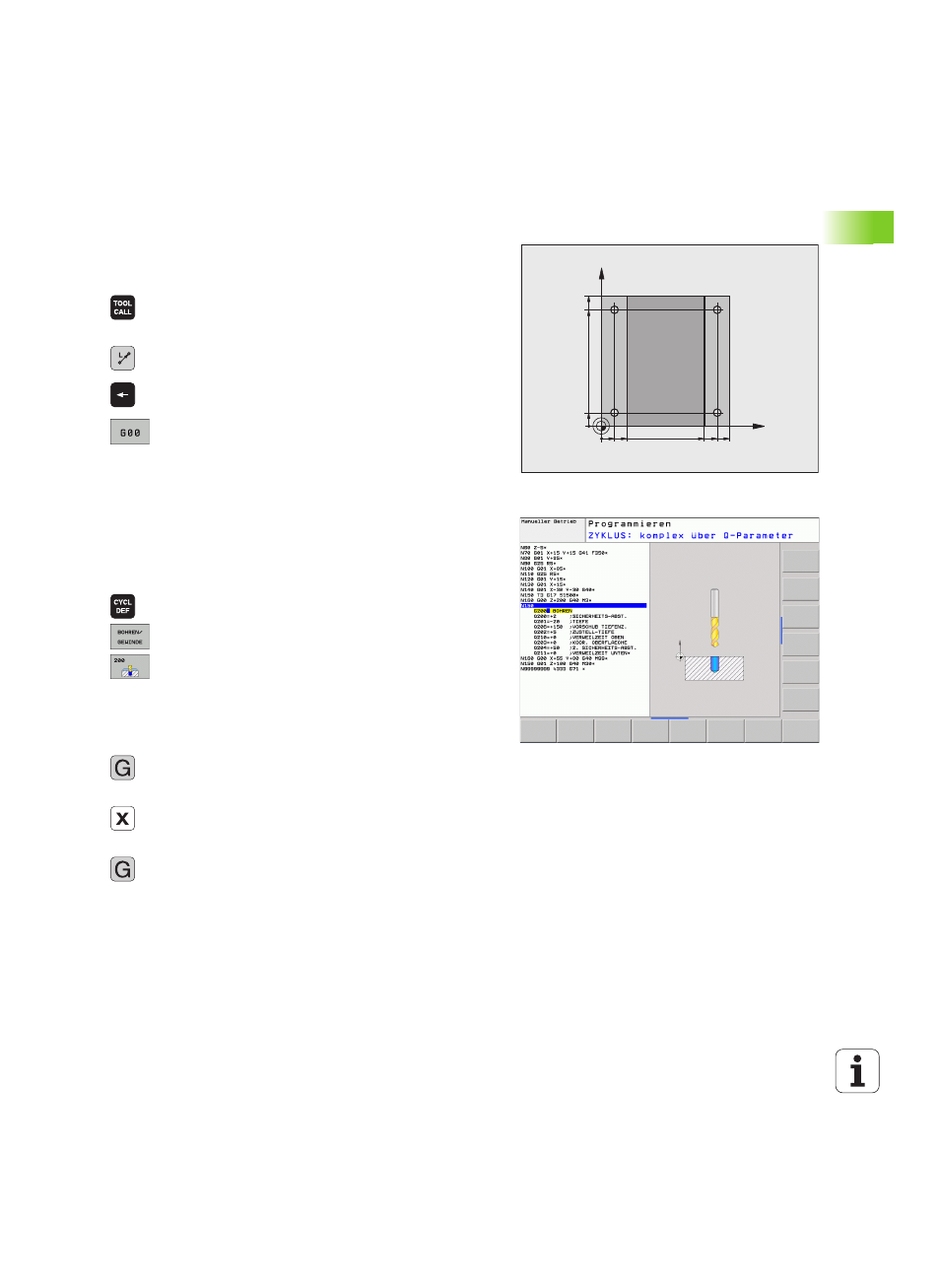
Die im Bild rechts dargestellten Bohrungen (Tiefe 20 mm) sollen mit
einem Standardbohrzyklus gefertigt werden. Die Rohteildefinition
haben Sie bereits erstellt.
U
Werkzeug aufrufen: Geben Sie die Werkzeugdaten
ein. Bestätigen Sie die Eingabe jeweils mit der Taste
ENT, Werkzeugachse nicht vergessen
U
Drücken Sie die Taste L zum eröffnen eines
Programmsatzes für eine Geradenbewegung
U
Wechseln Sie mit der Pfeil-Taste nach links in den
Eingabebereich für die G-Funktionen
U
Wählen Sie den Softkey G0 für eine Verfahrbewegung
im Eilgang
U
Werkzeug freifahren: Drücken Sie die orange
Achstaste Z, um in der Werkzeugachse freizufahren,
und geben den Wert für die anzufahrende Position
ein, z.B. 250. Mit Taste ENT bestätigen
U
Radiuskorr.: RL/RR/keine Korr.?
mit Taste ENT
bestätigen: Keine Radiuskorrektur aktivieren
U
Zusatz-Funktion M?
mit Taste END bestätigen: Die
TNC speichert den eingegebenen Verfahrsatz
U
Zyklenmenü aufrufen
U
Bohrzyklen anzeigen
U
Standardbohrzyklus 200 wählen: Die TNC startet den
Dialog zur Zyklusdefinition. Geben Sie die von der
TNC abgefragten Parameter Schritt für Schritt ein,
Eingabe jeweils mit Taste ENT bestätigen. Die TNC
zeigt im rechten Bildschirm zusätzlich eine Grafik an,
in der der jeweilige Zyklusparameter dargestellt ist
U
Erste Bohrposition anfahren: Koordinaten der
Bohrposition eingeben, Kühlmittel und Spindel
einschalten, Zyklus mit M99 rufen
U
Weitere Bohrposition anfahren: Koordinaten der
jeweiligen Bohrpositionen eingeben, Zyklus mit M99
rufen
U
Werkzeug freifahren: Drücken Sie die orange
Achstaste Z, um in der Werkzeugachse freizufahren,
und geben den Wert für die anzufahrende Position
ein, z.B. 250. Mit Taste ENT bestätigen
U
Radiuskorr.: RL/RR/keine Korr.?
mit Taste ENT
bestätigen: Keine Radiuskorrektur aktivieren
U
Zusatz-Funktion M?
M2 für Programmende eingeben,
mit Taste END bestätigen: Die TNC speichert den
eingegebenen Verfahrsatz
X
Y
20
10
100
100
10
90
90
80
0
0
0