Zyklusablauf, Beim programmieren beachten – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Benutzerhandbuch
Seite 220
Bearbeitungszyklen: Zylindermantel
8.3
ZYLINDER-MANTEL Nutenfräsen (Zyklus 28, DIN/ISO: G128,
Software-Option 1)
8
220
TNC 620 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
8.3
ZYLINDER-MANTEL Nutenfräsen
(Zyklus 28, DIN/ISO: G128, Software-
Option 1)
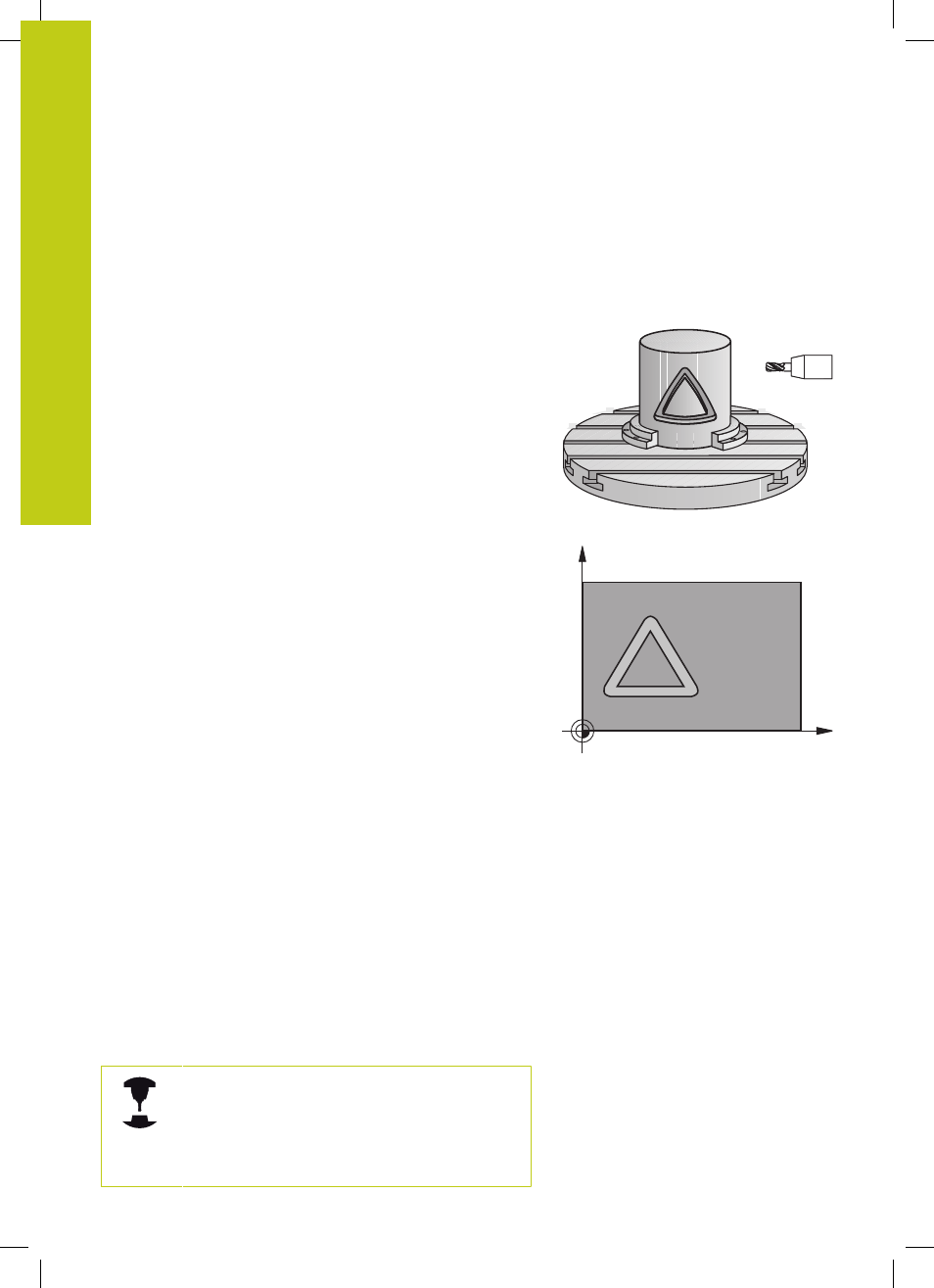
Zyklusablauf
Mit diesem Zyklus können Sie eine, auf der Abwicklung definierte,
Führungsnut, auf den Mantel eines Zylinders übertragen. Im
Gegensatz zum Zyklus 27, stellt die TNC das Werkzeug bei diesem
Zyklus so an, dass die Wände bei aktiver Radiuskorrektur nahezu
parallel zueinander verlaufen. Exakt parallel verlaufende Wände
erhalten Sie dann, wenn Sie ein Werkzeug verwenden, das exakt
so groß ist, wie die Nutbreite.
Je kleiner das Werkzeug im Verhältnis zur Nutbreite ist, desto
größere Verzerrungen enstehen bei Kreisbahnen und schrägen
Geraden. Um diese verfahrensbedingten Verzerrungen zu
minimieren, können Sie den Parameter Q21 definieren. Dieser
Parameter gibt die Toleranz an, mit der die TNC die herzustellende
Nut an eine Nut annähert, die mit einem Werkzeug hergestellt
wurde, dessen Durchmesser der Nutbreite entspricht.
Programmieren Sie die Mittelpunktsbahn der Kontur mit Angabe
der Werkzeug-Radiuskorrektur. Über die Radiuskorrektur legen Sie
fest, ob die TNC die Nut im Gleich- oder Gegenlauf herstellt.
1 Die TNC positioniert das Werkzeug über den Einstichpunkt
2 Die TNC bewegt das Werkzeug senkrecht auf die erste
Zustelltiefe. Das Anfahrverhalten erfolgt tangential oder
auf einer Geraden mit Fräsvorschub Q12. Anfahrverhalten
ist abhängig von Parameter ConfigDatum CfgGeoCycle
apprDepCylWall
3 In der ersten Zustelltiefe fräst das Werkzeug mit dem
Fräsvorschub Q12 entlang der Nutwand; dabei wird das
Schlichtaufmaß Seite berücksichtigt.
4 Am Konturende versetzt die TNC das Werkzeug an
die gegenüberliegende Nutwand und fährt zurück zum
Einstichpunkt.
5 Die Schritte 2 und 3 wiederholen sich, bis die programmierte
Frästiefe Q1 erreicht ist.
6 Wenn Sie die Toleranz Q21 definiert haben, dann führt die TNC
die Nachbearbeitung aus, um möglichst parallele Nutwände zu
erhalten.
7 Abschließend fährt das Werkzeug in der Werkzeug-Achse
zurück auf die sichere Höhe oder auf die zuletzt vor dem Zyklus
programmierte Position. Abhängig von Parameter ConfigDatum,
CfgGeoCycle, posAfterContPocket.
Y (Z)
X (C)
Beim Programmieren beachten!
Dieser Zyklus führt eine angestellte 5-Achs
Bearbeitung durch. Um diesen Zyklus ausführen
zu können, muss die erste Maschinenachse unter
dem Maschinentisch eine Rundachse sein. Zudem
muss das Werkzeug senkrecht auf der Mantelfläche
positioniert werden können.