Schneidenradiuskorrektur srk – HEIDENHAIN TNC 640 (34059x-04) Benutzerhandbuch
Seite 484
Programmieren: Drehbearbeitung
14.2 Basisfunktionen (Software-Option 50)
14
484
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2014
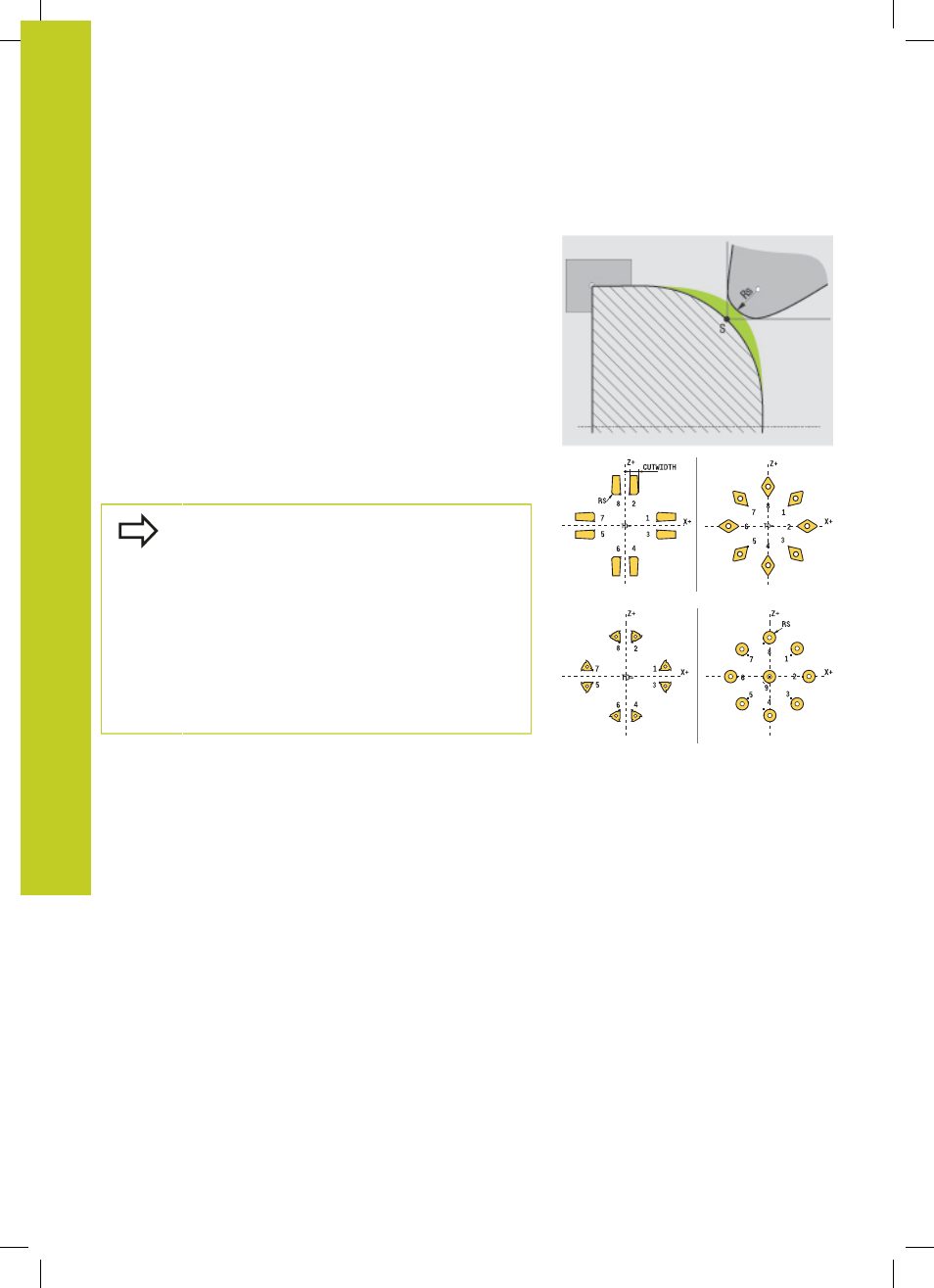
Schneidenradiuskorrektur SRK
Drehwerkzeuge haben an der Werkzeugspitze einen
Schneidenradius (
RS). Dadurch ergeben sich bei der Bearbeitung
von Kegeln, Fasen und Radien Verzerrungen auf der Kontur, da sich
programmierte Verfahrwege grundsätzlich auf die theoretische
Schneidenspitze S beziehen (siehe Bild rechts oben). Die SRK
verhindert die dadurch auftretenden Abweichungen.
In Drehzyklen führt die TNC automatisch eine
Schneidenradiuskorrektur aus. In einzelnen Verfahrsätzen und
innerhalb programmierter Konturen aktivieren Sie die SRK mit
RL
bzw.
RR.
In Drehzyklen überprüft die TNC die Schneidengeometrie anhand
des Spitzenwinkels
P-ANGLE und des Einstellwinkels T-ANGLE.
Konturelemente im Zyklus bearbeitet die TNC nur so weit dies mit
dem jeweiligen Werkzeug möglich ist. Die TNC gibt eine Warnung
aus, wenn Restmaterial stehen bleibt.
Bei neutraler Schneidenlage (
TO=2;4;6;8) ist die
Richtung der Radiuskorrektur nicht eindeutig. In
diesen Fällen ist die SRK nur innerhalb Zyklen
möglich.
Die TNC kann eine Schneidenradiuskorrektur auch
während einer angestellten Bearbeitung ausführen.
Hierbei gilt folgende Einschränkung: Falls Sie die
angestellte Bearbeitung mit M128 aktivieren ist
die Schneidenradiuskorrektur ohne Zyklus, also in
Verfahrsätzen mit
RL/RR, nicht möglich. Wenn Sie
die angestellte Bearbeitung mit
M144 aktivieren, gilt
diese Einschränkung nicht.