6 positions-anzeige wählen, Anwendung – HEIDENHAIN TNC 620 (340 56x-03) ISO programming Benutzerhandbuch
Seite 431
HEIDENHAIN TNC 620
431
16.6 P
o
sitions-Anz
e
ig
e wählen
16.6 Positions-Anzeige wählen
Anwendung
Für den Manuellen Betrieb und die Programmlauf-Betriebsarten
können Sie die Anzeige der Koordinaten beeinflussen:
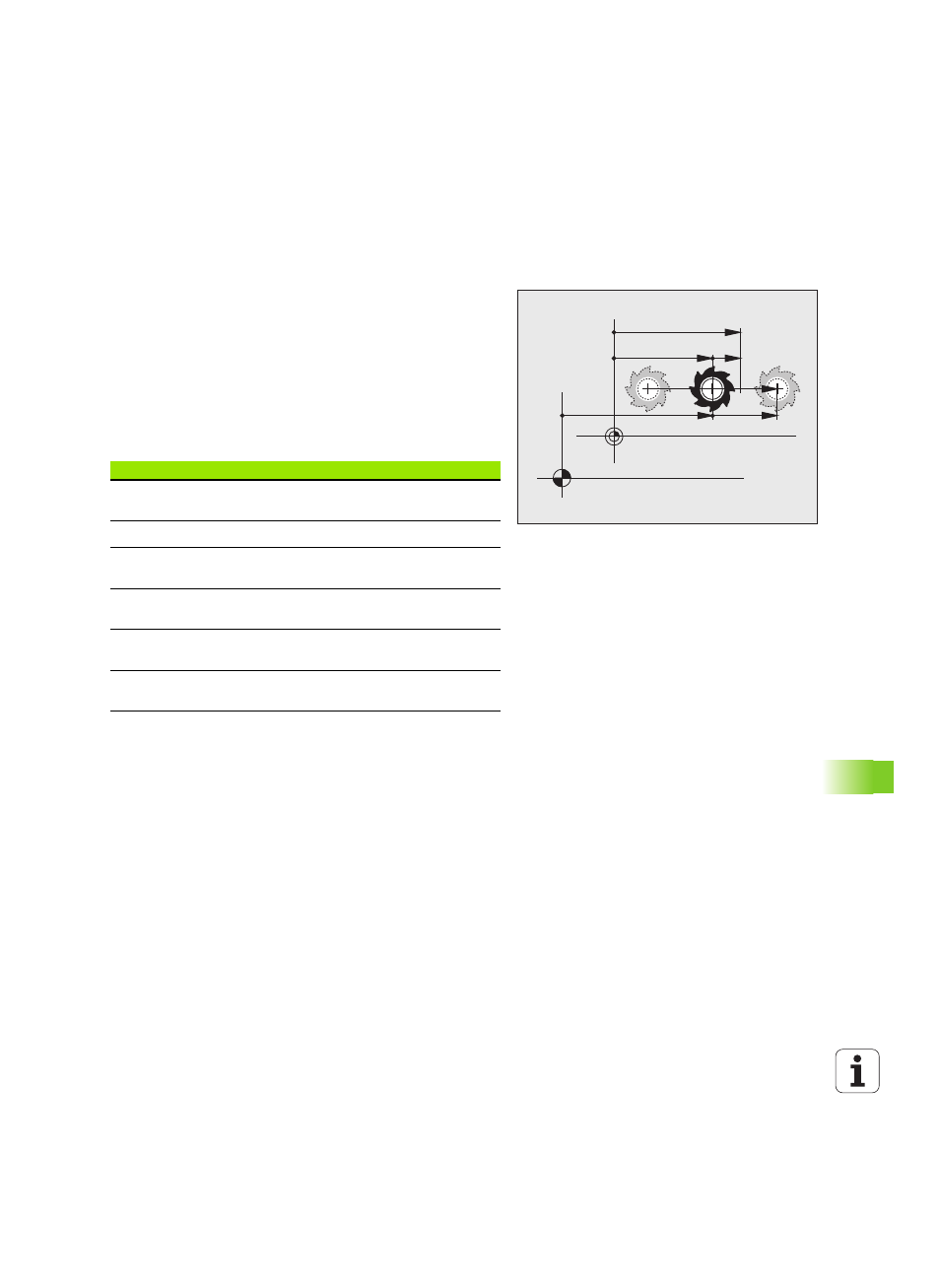
Das Bild rechts zeigt verschiedene Positionen des Werkzeugs
Ausgangs-Position
Ziel-Position des Werkzeugs
Werkstück-Nullpunkt
Maschinen-Nullpunkt
Für die Positions-Anzeigen der TNC können Sie folgende Koordinaten
wählen:
Mit der MOD-Funktion Positions-Anzeige 1 wählen Sie die Positions-
Anzeige in der Status-Anzeige.
Mit der MOD-Funktion Positions-Anzeige 2 wählen Sie die Positions-
Anzeige in der zusätzlichen Status-Anzeige.
Funktion
Anzeige
Soll-Position; von der TNC aktuell vorgegebener
Wert
SOLL
Ist-Position; momentane Werkzeug-Position
IST
Referenz-Position; Ist-Position bezogen auf den
Maschinen-Nullpunkt
REFIST
Referenz-Position; Soll-Position bezogen auf den
Maschinen-Nullpunkt
REFSOLL
Schleppfehler; Differenz zwischen Soll und Ist-
Position
SCHPF
Restweg zur programmierten Position; Differenz
zwischen Ist- und Ziel-Position
RESTW