HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 157
8 Programmieren: Zyklen
144
ú
Koord. Werkstück-Oberfläche Q203 (absolut): Koordina-
te Werkstück-Oberfläche
ú
2. Sicherheits-Abstand Q204 (inkremental): Koordinate
Spindelachse, in der keine Kollision zwischen Werkzeug
und Werkstück (Spannmittel) erfolgen kann
ú
Mitte 1. Achse Q216 (absolut): Mitte des Zapfens in der
Hauptachse der Bearbeitungsebene
ú
Mitte 2. Achse Q217 (absolut): Mitte des Zapfens in der
Nebenachse der Bearbeitungsebene
ú
1. Seiten-Länge Q218 (inkremental): Länge des Zapfens
parallel zur Hauptachse der Bearbeitungsebene
ú
2. Seiten-Länge Q219 (inkremental): Länge des
Zapfens parallel zur Nebenachse der Bearbeitungs-
ebene
ú
Eckenradius Q220: Radius der Zapfenecke
ú
Aufmaß 1. Achse Q221 (inkrementaler Wert): Aufmaß
in der Hauptachse der Bearbeitungsebene, bezogen
auf die Länge des Zapfens. Wird von der TNC nur für
die Berechnung der Vorposition benötigt
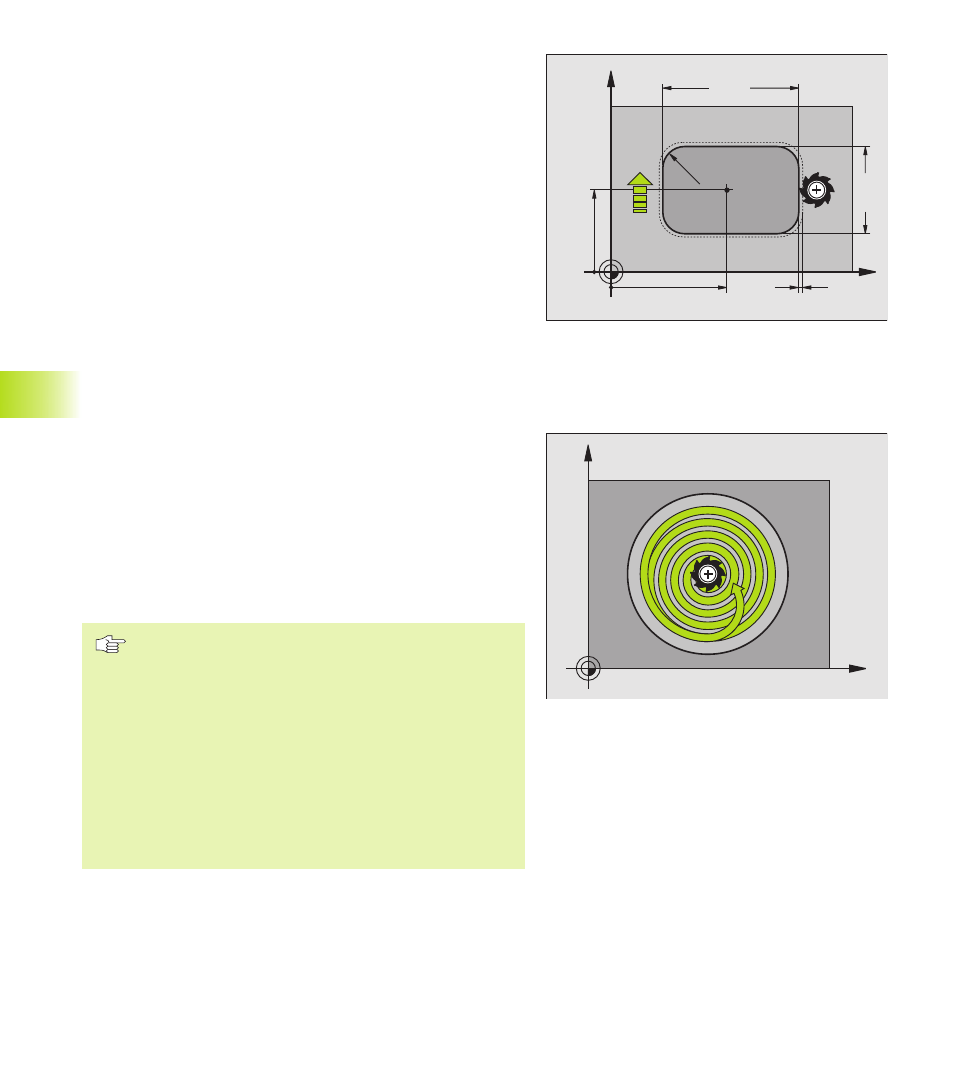
KREISTASCHE (Zyklus 5)
1 Das Werkzeug sticht an der Startposition (Taschenmitte) in das
Werkstück ein und fährt auf die erste Zustell-Tiefe
2 Anschließend beschreibt das Werkzeug mit dem Vorschub F die im
Bild rechts gezeigte spiralförmige Bahn; zur seitlichen Zustellung
k siehe Zyklus 4 TASCHENFRAESEN
3 Dieser Vorgang wiederholt sich, bis die Tiefe erreicht ist
4 Am Ende fährt die TNC das Werkzeug auf die Startposition zurück
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Taschenmitte) der
Bearbeitungsebene mit Radiuskorrektur R0
programmieren.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) pro-
grammieren.
Das Vorzeichen des Parameters Tiefe legt die Arbeits-
richtung fest.
Fräser mit einem über Mitte schneidenden Stirnzahn
verwenden (DIN 844), oder Vorbohren in der Taschen-
mitte.
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
8.4 Zyklen zum F
räsen v
on
Tasc
hen,
Zapf
en und Nut
en
X
Y