HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 180
154
7 Programmieren: Zusatz-Funktionen
7.
4 Z
u
s
at
z
-Fu
n
k
ti
o
n
en
f
ü
r d
a
s
B
a
h
n
ver
h
a
lt
en
Definierten Rundungskreis zwischen
Geradenstücken einfügen: M112 (TNC 426,
TNC 430)
Kompatibilität
Aus Kompatibilitätsgründen ist die Funktion M112 in der TNC 426,
TNC 430 weiterhin verfügbar. Um die Toleranz beim schnellen Kontur-
fräsen festzulegen, empfiehlt HEIDENHAIN jedoch bei diesen TNC’s
die Verwendung des Zyklus TOLERANZ, siehe „TOLERANZ (Zyklus
G62, nicht TNC 410)”, Seite 315.
Konturübergänge zwischen beliebigen
Konturelementen einfügen: M112 (TNC 410)
Standardverhalten
Die TNC hält bei allen Richtungsänderungen, die größer als der vorge-
gebene Grenzwinkel (MP7460) sind, die Maschine kurz an (Genau-
Halt).
Bei Programmsätzen mit Radiuskorrektur (G41/G42) fügt die TNC an
Außenecken automatisch einen Übergangskreis ein.
Verhalten mit M112
Die TNC fügt zwischen beliebigen Konturelementen (korrigierte und
unkorrigierte), die in der Ebene oder im Raum liegen können, einen
wählbaren Konturübergang ein:
n
Tangentialkreis: MP7415.0 = 0
An den Anschlussstellen entsteht durch die Änderung der Krüm-
mung ein Beschleunigungs-Sprung
n
Polynom 3. Ordnung (kubischer Spline): MP7415.0 = 1
An den Anschlussstellen entsteht kein Geschwindigkeits-Sprung
n
Polynom 5. Ordnung: MP7415.0 = 2
An den Anschlussstellen entsteht kein Beschleunigungs-Sprung
n
Polynom 7. Ordnung: MP7415.0 = 3 (Standard-Einstellung)
An den Anschlussstellen entsteht kein Sprung im Ruck
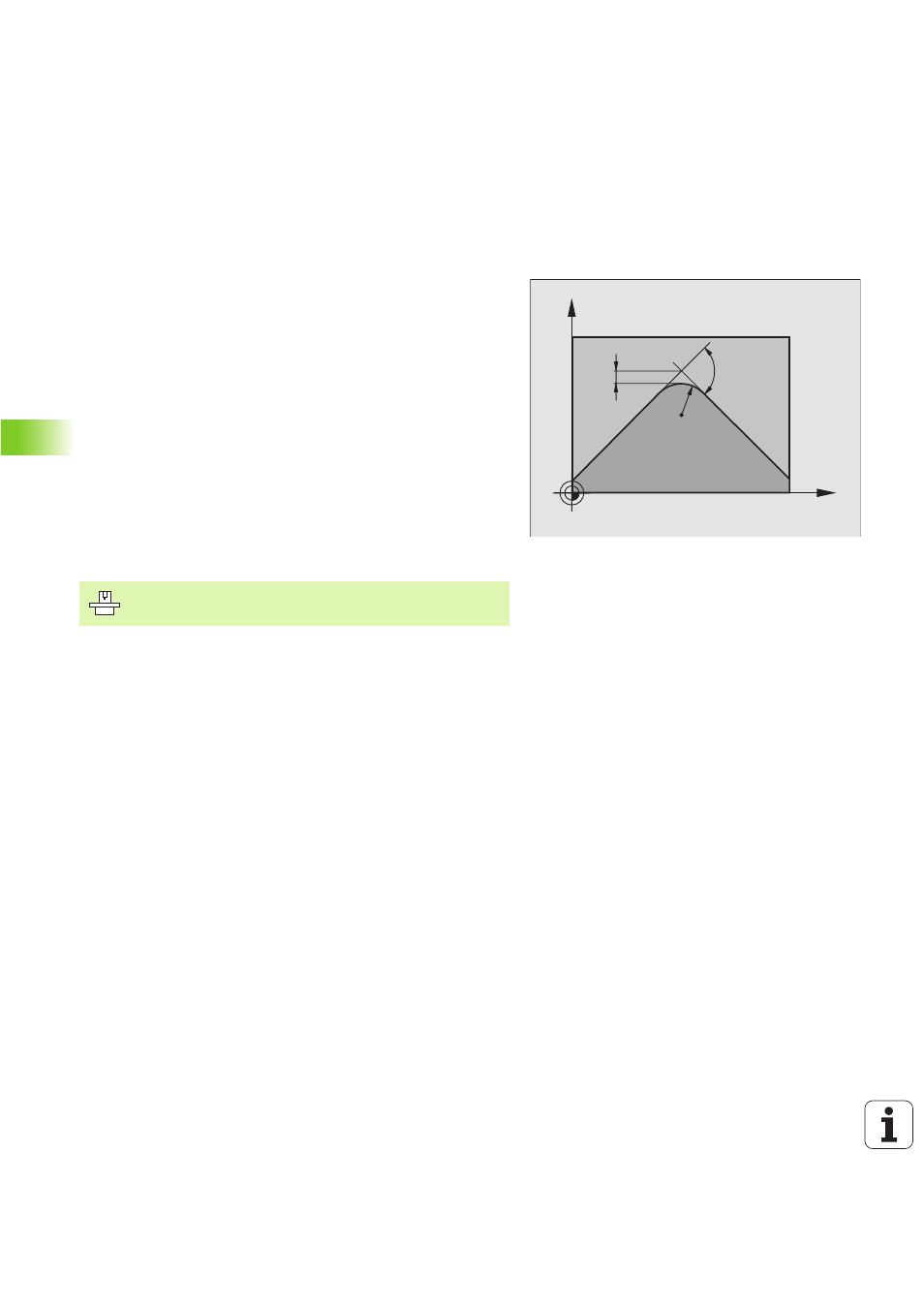
Zulässige Konturabweichung E
Mit dem Toleranzwert T legen Sie fest, wie weit die gefräste Kontur
von der vorgegebenen Kontur abweichen darf. Geben Sie keinen Tole-
ranzwert ein, dann berechnet die TNC den Konturübergang so, dass
gerade noch mit dem programmierten Bahnvorschub verfahren wird.
Grenzwinkel H
Wenn Sie einen Grenzwinkel A eingeben, dann glättet die TNC nur die
Konturübergänge, bei denen der Winkel der Richtungsänderung grö-
ßer als der programmierte Grenzwinkel ist. Geben Sie den Grenzwin-
kel = 0 ein, dann fährt die TNC auch über tangential anschließende
Konturelemente mit konstanter Beschleunigung. Eingabebereich: 0°
bis 90°.
X
Y
T
A
R
Das Verhalten von M112 können Sie über Maschinen-
Parameter anpassen.