6 programme eröffnen und eingeben, Aufbau eines nc-programms im din/iso-format, Rohteil definieren – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 97
HEIDENHAIN TNC 410, TNC 426, TNC 430
71
4
.6
Pr
ogr
a
m
m
e
e
röf
fn
e
n
und e
inge
be
n
4.6 Programme eröffnen und
eingeben
Aufbau eines NC-Programms im DIN/ISO-
Format
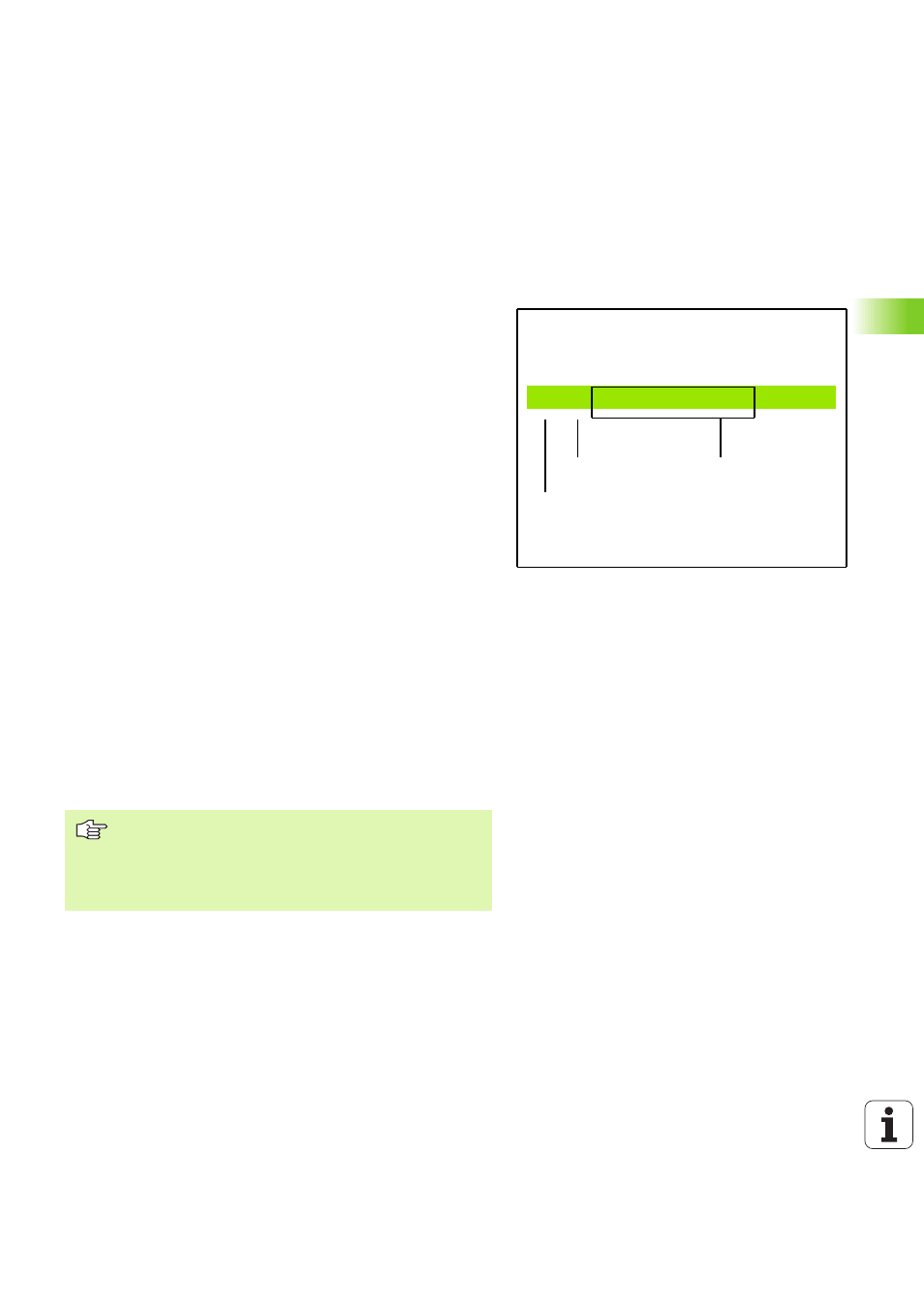
Ein Bearbeitungs-Programm besteht aus einer Reihe von Programm-
Sätzen. Das Bild rechts zeigt die Elemente eines Satzes.
Die TNC numeriert die Sätze eines Bearbeitungs-Programms in auf-
steigender Reihenfolge.
Der erste Satz eines Programms ist mit %, dem Programm-Namen
und der gültigen Maßeinheit (G70/G71) gekennzeichnet.
Die darauffolgenden Sätze enthalten Informationen über:
n
das Rohteil
n
Werkzeug-Definitionen und -Aufrufe
n
Vorschübe und Drehzahlen
n
Bahnbewegungen, Zyklen und weitere Funktionen
Der letzte Satz eines Programms ist mit N999999, %, dem Programm-
Namen und der gültigen Maßeinheit (G70/G71) gekennzeichnet.
Rohteil definieren: G30/G31
Direkt nach dem Eröffnen eines neuen Programms definieren Sie ein
quaderförmiges, unbearbeitetes Werkstück. Diese Definition benötigt
die TNC für die grafischen Simulationen. Die Seiten des Quaders dür-
fen maximal 100 000 mm lang sein (TNC 410: 30 000 mm) und liegen
parallel zu den Achsen X,Y und Z. Das Rohteil ist durch zwei seiner
Eckpunkte festgelegt:
n
MIN-Punkt G30: kleinste X-,Y- und Z-Koordinate des Quaders; Abso-
lut-Werte eingeben
n
MAX-Punkt G31: größte X-,Y- und Z-Koordinate des Quaders; Abso-
lut- oder Inkremental-Werte (mit G91) eingeben
N 10 G0 0 G 4 0 X + 10 Y+ 5 F 1 00 M3
Satznummer
Bahnfunktion
Wörter
Satz
Die Rohteil-Definition ist nur erforderlich, wenn Sie das
Programm grafisch testen wollen!
Die TNC kann die Grafik nur dann darstellen, wenn das
Verhältnis kürzeste : längste Seite des Rohteils kleiner als
1 : 64 ist.