Reiben (zyklus g201) – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 214
188
8 Programmieren: Zyklen
8
.3
Zy
k
le
n
z
u
m
B
ohr
e
n
, G
e
w
inde
bohr
e
n
u
nd G
e
w
inde
fr
ä
s
e
n
U
U
U
U
Verweilzeit oben
Q210: Zeit in Sekunden, die das
Werkzeug auf dem Sicherheits-Abstand verweilt,
nachdem es die TNC zum Entspanen aus der Boh-
rung herausgefahren hat
U
U
U
U
Koord. Werkstück-Oberfläche
Q203 (absolut): Koordi-
nate Werkstück-Oberfläche
U
U
U
U
2. Sicherheits-Abstand
Q204 (inkremental): Koordi-
nate Spindelachse, in der keine Kollision zwischen
Werkzeug und Werkstück (Spannmittel) erfolgen
kann
Nicht TNC 410:
U
U
U
U
Verweilzeit unten
Q211: Zeit in Sekunden, die das
Werkzeug am Bohrungsgrund verweilt
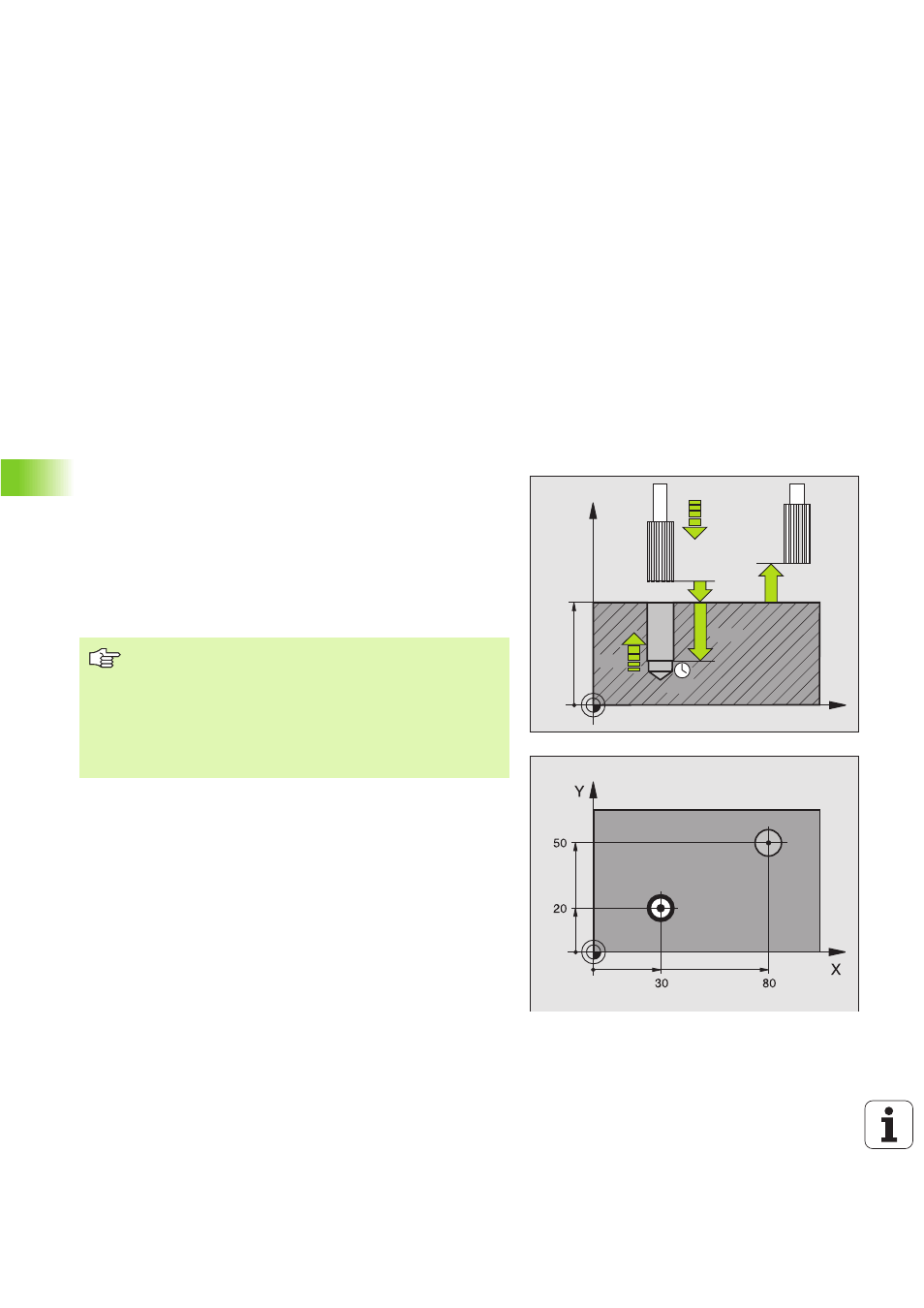
REIBEN (Zyklus G201)
1
Die TNC positioniert das Werkzeug in der Spindelachse im Eilgang
auf den eingegebenen Sicherheits-Abstand über der Werkstück-
Oberfläche
2
Das Werkzeug reibt mit dem eingegebenen Vorschub F bis zur pro-
grammierten Tiefe
3
Am Bohrungsgrund verweilt das Werkzeug, falls eingegeben
4
Anschließend fährt die TNC das Werkzeug im Vorschub F zurück
auf den Sicherheits-Abstand und von dort – falls eingegeben – mit
Eilgang auf den 2. Sicherheits-Abstand
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur G40 programmie-
ren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0 programmie-
ren, dann führt die TNC den Zyklus nicht aus.