HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 124
108
6 Programmieren: Konturen programmieren
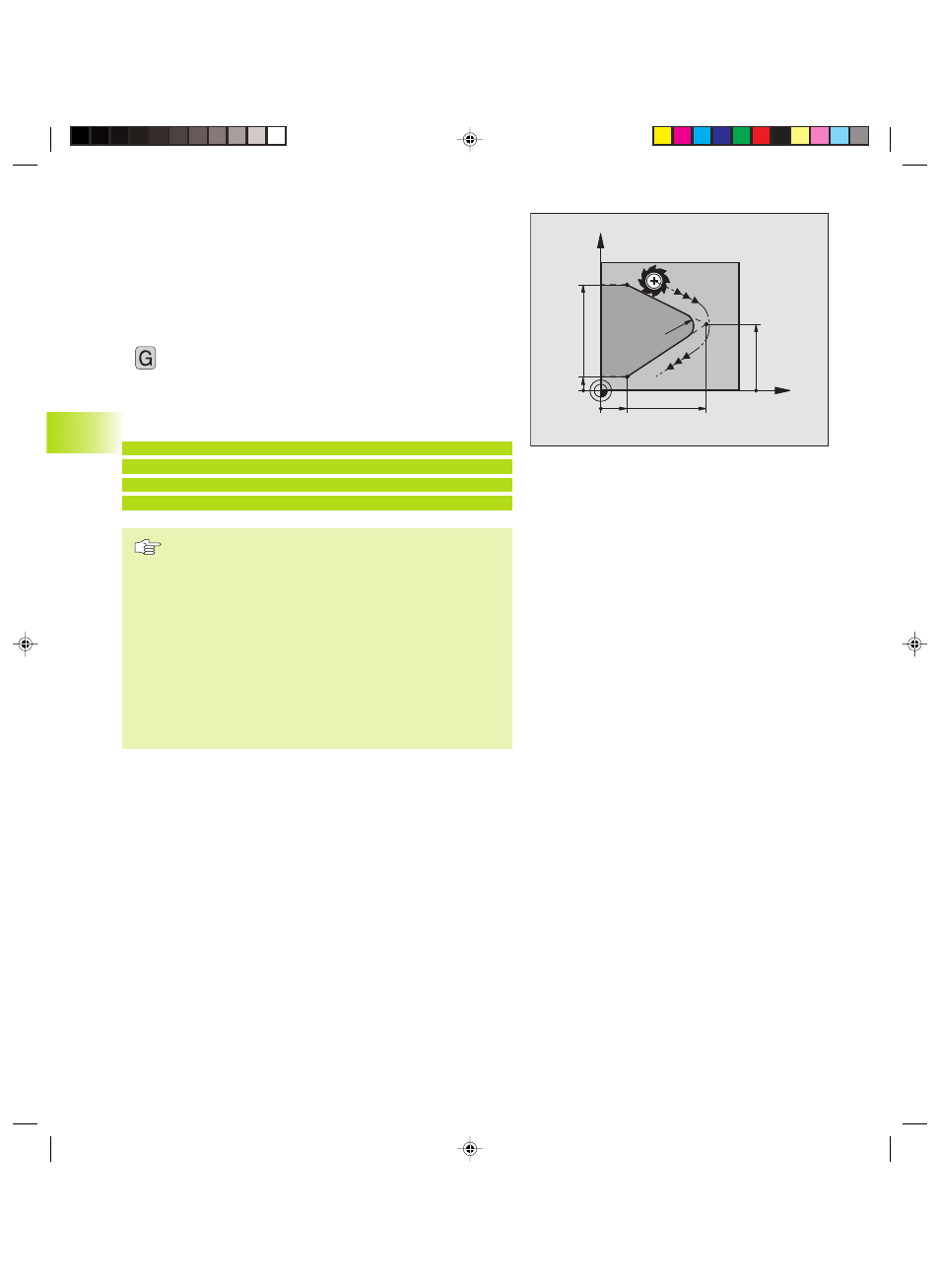
Ecken-Runden G25
Die Funktion G25 rundet Kontur-Ecken ab.
Das Werkzeug fährt auf einer Kreisbahn, die sowohl an das vorher-
gegangene als auch an das nachfolgende Konturelement tangential
anschließt.
Der Rundungskreis muß mit dem aufgerufenen Werkzeug
ausführbar sein.
25
ú
Mit Taste ENT bestätigen
ú
Rundungs-Radius: Radius des Kreisbogens eingeben
ú
Vorschub für das Ecken-Runden
NC-Beispielsätze
N50 G01 G41 X+10 Y+40 F300 M3 *
N60 X+40 Y+25 *
N70 G25 R5 F100 *
N80 X+10 Y+5 *
Das vorhergehende und nachfolgende Konturelement
sollte beide Koordinaten der Ebene enthalten, in der das
Ecken-Runden ausgeführt wird. Wenn Sie die Kontur
ohne Werkzeug-Radiuskorrektur bearbeiten, dann
müssen Sie beide Koordinaten der Bearbeitungsebene
programmieren.
Der Eckpunkt wird nicht angefahren.
Ein im G25-Satz programmierter Vorschub wirkt nur in
diesem G25-Satz. Danach ist wieder der vor dem G25-
Satz programmierte Vorschub gültig.
Ein G25-Satz läßt sich auch zum weichen Anfahren an
die Kontur nutzen (siehe „6.3 Konturen anfahren und
verlassen“).
6.4 Bahnbew
egung
en – r
e
c
htwinklig
e K
oor
dinat
en
X
Y
40
40
R5
5
10
25
Gkap6.pm6
29.06.2006, 07:35
108