7 sl -zyklen gr uppe ii (nic ht tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 215
199
HEIDENHAIN TNC 410, TNC 426, TNC 430
KONTUR (Zyklus G37)
In Zyklus G37 KONTUR listen Sie alle Unterprogramme auf, die zu
einer Gesamtkontur überlagert werden sollen.
Beachten Sie vor dem Programmieren
Zyklus G37 ist DEF-Aktiv, das heißt ab seiner Definition
im Programm wirksam.
In Zyklus G37 können Sie maximal 12 Unterprogramme
(Teilkonturen) auflisten.
ú
Label-Nummern für die Kontur: Alle Label-Nummern der
einzelnen Unterprogramme eingeben, die zu einer Kontur
überlagert werden sollen. Jede Nummer mit der Taste
ENT bestätigen und die Eingaben mit der Taste END
abschließen.
NC-Beispielsatz:
N120 G37 P01 1 P02 5 P03 7*
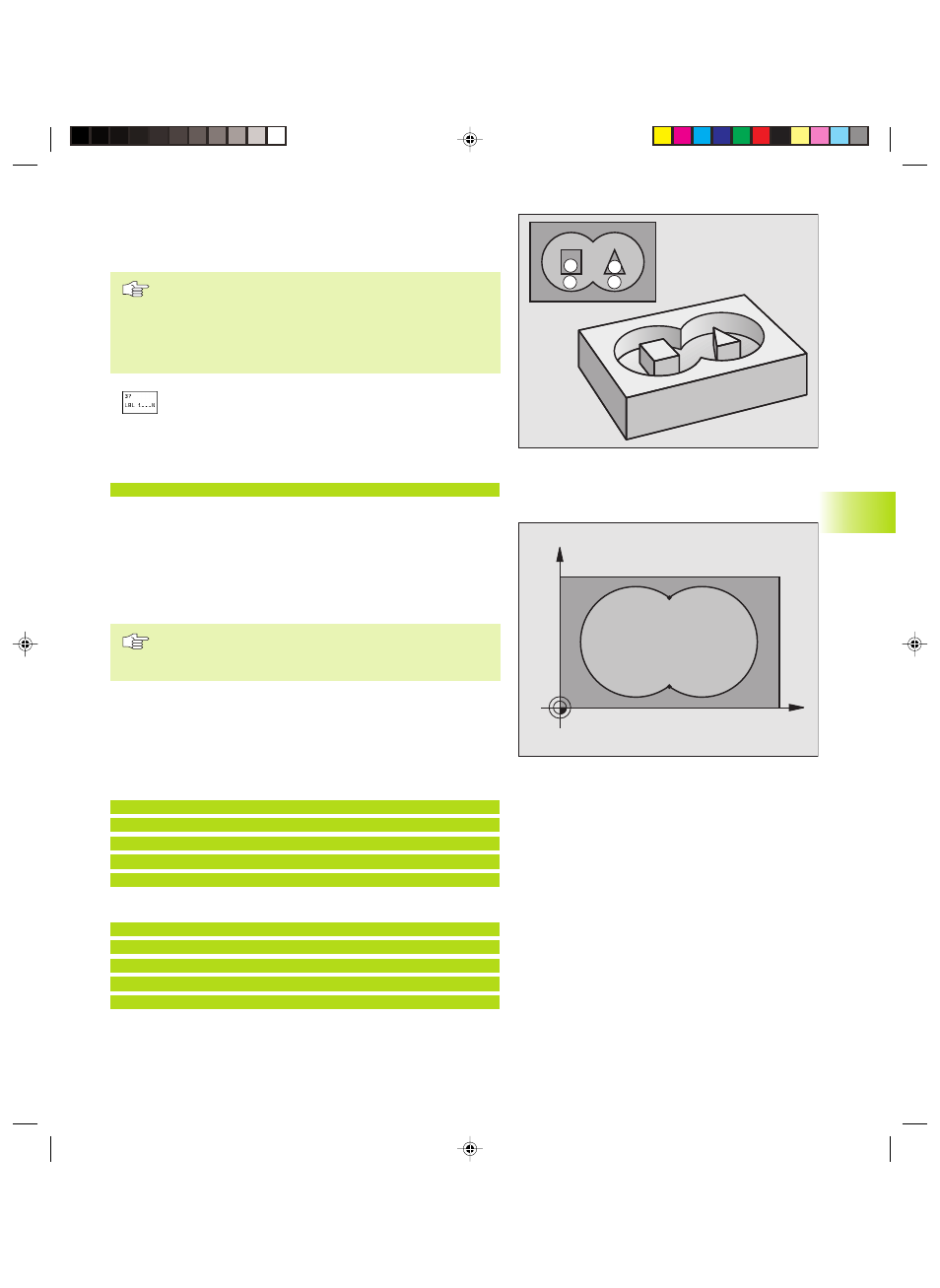
Überlagerte Konturen
Taschen und Inseln können Sie zu einer neuen Kontur überlagern.
Damit können Sie die Fläche einer Tasche durch eine überlagerte
Tasche vergrößern oder eine Insel verkleinern.
Unterprogramme: Überlagerte Taschen
Die nachfolgenden Programmierbeispiele sind Kontur-
Unterprogramme, die in einem Hauptprogramm von
Zyklus G37 KONTUR aufgerufen werden.
Die Taschen A und B überlagern sich.
Die TNC berechnet die Schnittpunkte S
1
und S
2
, sie müssen nicht
programmiert werden.
Die Taschen sind als Vollkreise programmiert.
Unterprogramm 1: Tasche links
N510 G98 L1 *
N520 G01 G42 X+10 Y+50 *
N530 I+35 J+50 *
N540 G02 X+10 Y+50 *
N550 G98 L0 *
Unterprogramm 2: Tasche rechts
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *
8.7 SL
-Zyklen Gr
uppe II (nic
ht
TNC 41
0)
A
C
D
B
X
Y
A
B
S
1
S
2
Kkap8.pm6
29.06.2006, 07:35
199