HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 364
HEIDENHAIN TNC 410, TNC 426, TNC 430
349
14.1 A
ll
g
emeine A
n
w
ender
-P
ar
amet
er
SL-Zyklen Gruppe I
MP7420
Kanal um die Kontur fräsen im Uhrzeigersinn für Inseln und im
Gegen-Uhrzeigersinn für Taschen: +0
Kanal um die Kontur fräsen im Uhrzeigersinn für Taschen und im
Gegen-Uhrzeigersinn für Inseln: +1
Konturkanal vor dem Ausräumen fräsen: +0
Konturkanal nach dem Ausräumen fräsen: +2
Korrigierte Konturen vereinigen: +0
Unkorrigierte Konturen vereinigen: +4
Ausräumen jeweils bis zur Taschentiefe: +0
Tasche vor jeder weiteren Zustellung vollständig umfräsen und
ausräumen: +8
Für die Zyklen G56, G57, G58, G59, G121, G122, G123, G124 gilt:
Werkzeug am Zyklusende auf die letzte vor dem Zyklus-Aufruf program-
mierte Position fahren: +0
Werkzeug zum Zyklus-Ende nur in der Spinddelachse freifahren: +16
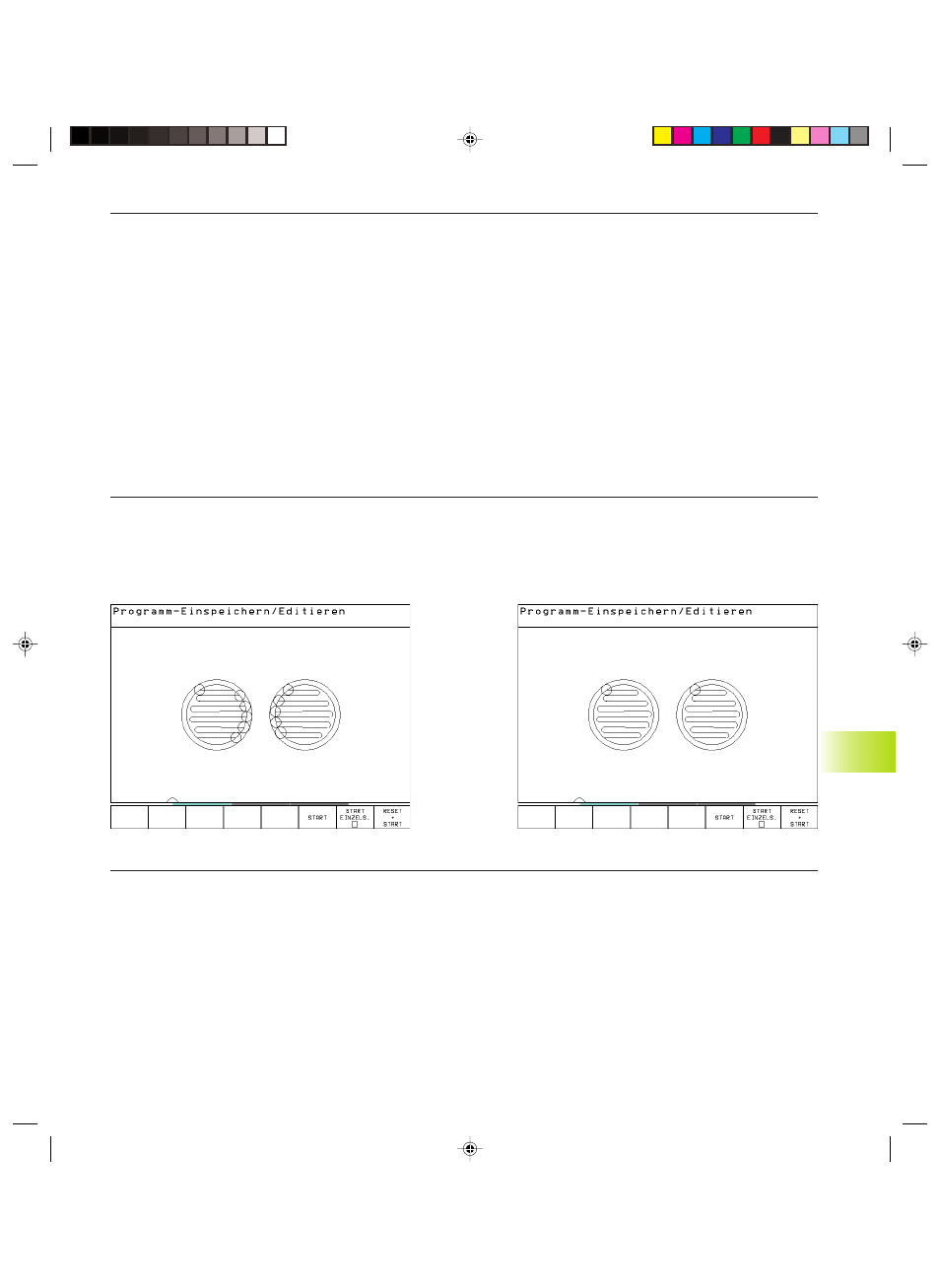
SL-Zyklen Gruppe I, Arbeitsweise (nicht TNC 426, TNC 430)
MP7420.1
Getrennte Bereiche Mäanderförmig mit Abhebebewegung räumen: +0
Getrennte Bereiche nacheinander ohne Abhebebewegung räumen: +1
Bit 1 bis Bit 7: reserviert
MP7420.1 = 0
(Kleine Kreise = Eintauchbewegungen)
MP7420.1 = 1
Rkap14.pm6
29.06.2006, 07:35
349