6 programme eröffnen und eingeben – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 75
59
HEIDENHAIN TNC 410, TNC 426, TNC 430
4.6 Programme eröffnen und eingeben
Aufbau eines NC-Programms im DIN/ISO-Format
Ein Bearbeitungs-Programm besteht aus einer Reihe von Pro-
gramm-Sätzen. Das Bild rechts zeigt die Elemente eines Satzes.
Die TNC numeriert die Sätze eines Bearbeitungs-Programms in
aufsteigender Reihenfolge automatisch, wenn Sie im MP7220 eine
Satz-Nummern-Schrittweite festgelegt haben (siehe „14.1 Allge-
meine Anwender-Parameter“)
Der erste Satz eines Programms ist mit „%“, dem Programm-
Namen und der gültigen Maßeinheit G70/G71 gekennzeichnet.
Die darauffolgenden Sätze enthalten Informationen über:
■
das Rohteil:
■
Werkzeug-Definitionen und -Aufrufe,
■
Vorschübe und Drehzahlen sowie
■
Bahnbewegungen, Zyklen und weitere Funktionen.
Der letzte Satz eines Programms beginnt mit N999 999 und ist mit
„%“, dem Programm-Namen und der gültigen Maßeinheit gekenn-
zeichnet.
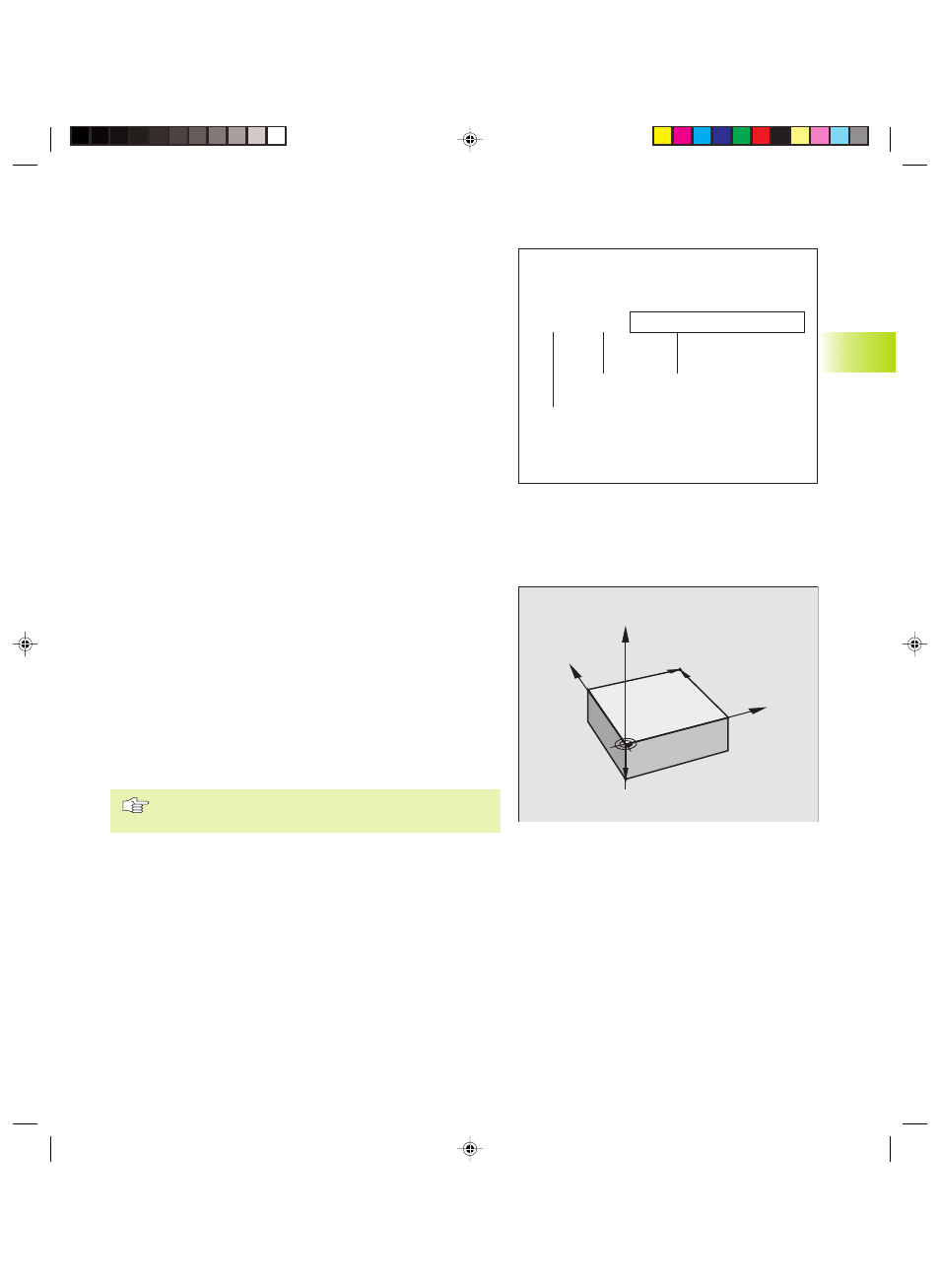
Rohteil definieren: G30/G31
Direkt nach dem Eröffnen eines neuen Programms definieren Sie
ein quaderförmiges, unbearbeitetes Werkstück. Diese Definition
benötigt die TNC für die grafischen Simulationen. Die Seiten des
Quaders dürfen maximal 100 000 mm (TNC 410: 30 000 mm) lang
sein und liegen parallel zu den Achsen X, Y und Z. Das Verhältnis der
Seitenlängen muß kleiner als 200:1 sein. Das Rohteil ist durch zwei
seiner Eckpunkte festgelegt:
■
MIN-Punkt G30: kleinste X-,Y- und Z-Koordinate des Quaders;
Absolut-Werte eingeben
■
MAX-Punkt G31: größte X-,Y- und Z-Koordinate des Quaders;
Absolut- oder Inkremental-Werte eingeben
Die Rohteil-Definition ist nur erforderlich, wenn Sie das
Programm grafisch testen wollen!
Satz:
N100 G00 G40 X+10 Y+5 M3
Bahnfunktion
Wörter
Satz-Nummer
Y
X
Z
MAX
MIN
4.6 Programme eröffnen und eingeben
Ekap4.pm6
29.06.2006, 07:34
59