3 w e rk z e ug -k o rr ekt ur – HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 138
112
5 Programmieren: Werkzeuge
5.3 W
e
rk
z
e
ug
-K
o
rr
ekt
ur
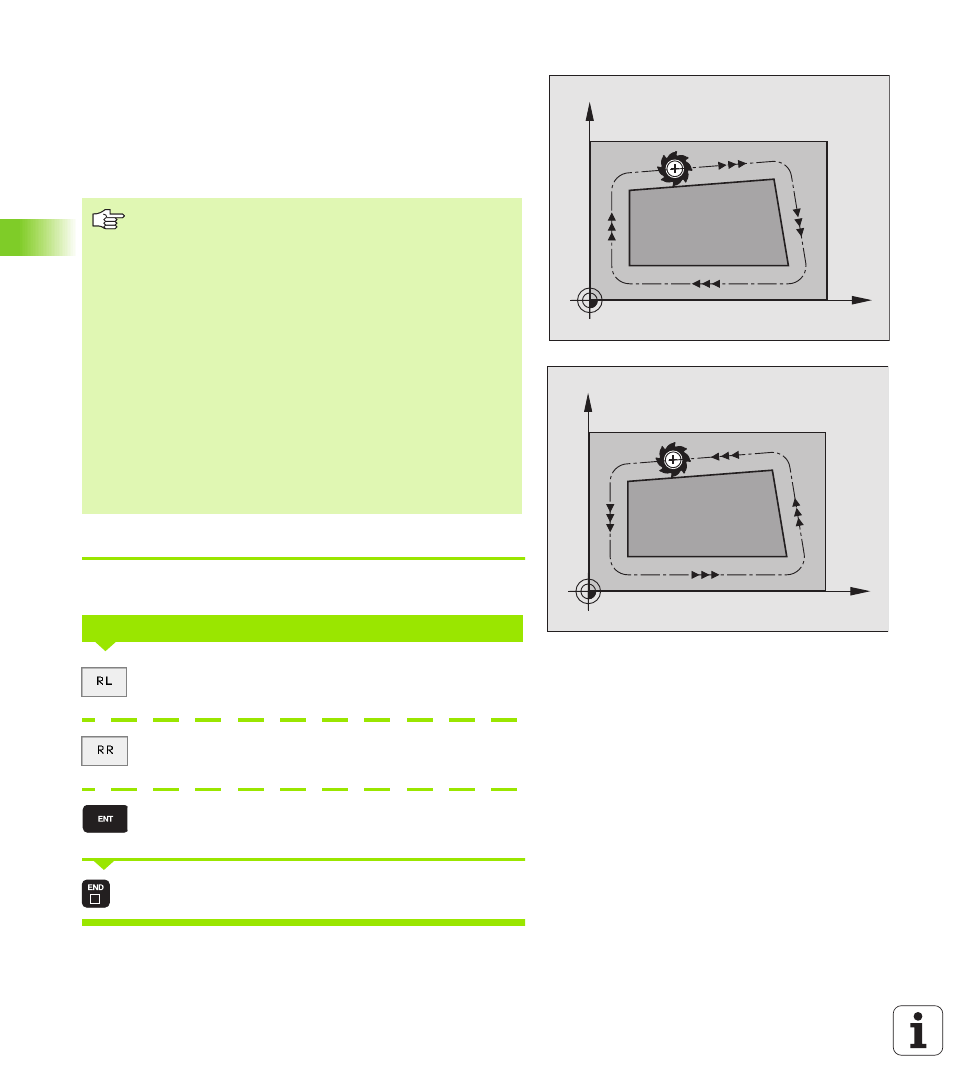
Bahnbewegungen mit Radiuskorrektur: RR und RL
Der Werkzeug-Mittelpunkt hat dabei den Abstand des Werkzeug-
Radius von der programmierten Kontur. „Rechts“ und „links“
bezeichnet die Lage des Werkzeugs in Verfahrrichtung entlang der
Werkstück-Kontur. Siehe Bilder rechts.
Eingabe der Radiuskorrektur
Beliebige Bahnfunktion programmieren, Koordinaten des Zielpunktes
eingeben und mit Taste ENT bestätigen
Werkzeugbewegung links von der programmierten
Kontur: Softkey RL drücken oder
Werkzeugbewegung rechts von der programmierten
Kontur: Softkey RR drücken oder
Werkzeugbewegung ohne Radiuskorrektur bzw.
Radiuskorrektur aufheben: Taste ENT drücken
Satz beenden: Taste END drücken
RR
Das Werkzeug verfährt rechts von der Kontur
RL
Das Werkzeug verfährt links von der Kontur
Zwischen zwei Programm-Sätzen mit unterschiedlicher
Radiuskorrektur RR und RL muss mindestens ein Verfahr-
satz in der Bearbeitungsebene ohne Radiuskorrektur (also
mit R0) stehen.
Eine Radiuskorrektur wird zum Ende des Satzes aktiv, in
dem sie das erste Mal programmiert wurde.
Sie können die Radiuskorrektur auch für Zusatzachsen der
Bearbeitungsebene aktivieren. Programmieren Sie die
Zusatzachsen auch in jedem nachfolgenden Satz, da die
TNC ansonsten die Radiuskorrektur wieder in der Haupt-
achse durchführt.
Beim ersten Satz mit Radiuskorrektur RR/RL und beim
Aufheben mit R0 positioniert die TNC das Werkzeug
immer senkrecht auf den programmierten Start- oder
Endpunkt. Positionieren Sie das Werkzeug so vor dem
ersten Konturpunkt bzw. hinter dem letzten Konturpunkt,
dass die Kontur nicht beschädigt wird.
Radiuskorr.: RL/RR/Keine Korr.?
X
Y
RL
X
Y
RR