HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 272
246
8 Programmieren: Zyklen
8.3 Zykl
en zum Boh
ren, Gewin
d
eb
oh
re
n u
nd Gew
ind
efräsen
U
U
U
U
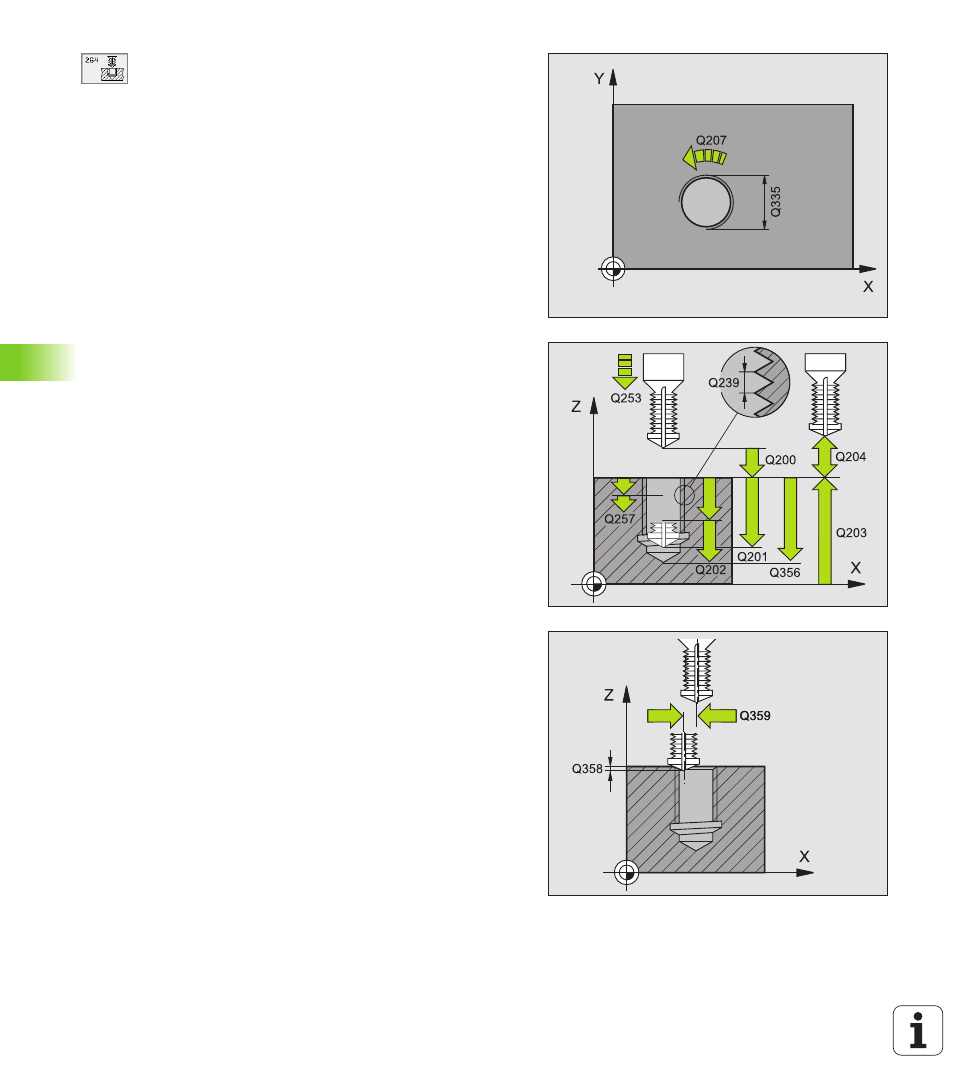
Soll-Durchmesser
Q335: Gewindenenndurchmesser
U
U
U
U
Gewindesteigung
Q239: Steigung des Gewindes. Das
Vorzeichen legt Rechts- oder Linksgewinde fest:
+ = Rechtsgewinde
– = Linksgewinde
U
U
U
U
Gewindetiefe
Q201 (inkremental): Abstand zwischen
Werkstück-Oberfläche und Gewindegrund
U
U
U
U
Bohrtiefe
Q356: (inkremental): Abstand zwischen
Werkstück-Oberfläche und Bohrungsgrund
U
U
U
U
Vorschub Vorpositionieren
Q253: Verfahrgeschwin-
digkeit des Werkzeugs beim Eintauchen in das Werk-
stück bzw. beim Herausfahren aus dem Werkstück in
mm/min
U
U
U
U
Fräsart
Q351: Art der Fräsbearbeitung bei M03
+1 = Gleichlauffräsen
–1 = Gegenlauffräsen
U
U
U
U
Zustell-Tiefe
Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird. Die Tiefe muss
kein Vielfaches der Zustell-Tiefe sein. Die TNC fährt in
einem Arbeitsgang auf die Tiefe wenn:
n
Zustell-Tiefe und Tiefe gleich sind
n
die Zustell-Tiefe größer als die Tiefe ist
U
U
U
U
Vorhalteabstand oben
Q258 (inkremental): Sicher-
heits-Abstand für Eilgang-Positionierung, wenn die
TNC das Werkzeug nach einem Rückzug aus der Boh-
rung wieder auf die aktuelle Zustell-Tiefe fährt
U
U
U
U
Bohrtiefe bis Spanbruch
Q257 (inkremental): Zustel-
lung, nachdem die TNC einen Spanbruch durchführt.
Kein Spanbruch, wenn 0 eingegeben
U
U
U
U
Rückzug bei Spanbruch
Q256 (inkremental): Wert, um
die die TNC das Werkzeug beim Spanbrechen zurück-
fährt
U
U
U
U
Tiefe Stirnseitig
Q358 (inkremental): Abstand zwi-
schen Werkstück-Oberfläche und Werkzeugspitze
beim stirnseitigen Senkvorgang
U
U
U
U
Versatz Senken Stirnseite
Q359 (inkremental):
Abstand um den die TNC die Werkzeugmitte aus der
Bohrungsmitte versetzt