3 w e rk z e ug -k o rr ekt ur – HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 139
HEIDENHAIN TNC 426, TNC 430
113
5.3 W
e
rk
z
e
ug
-K
o
rr
ekt
ur
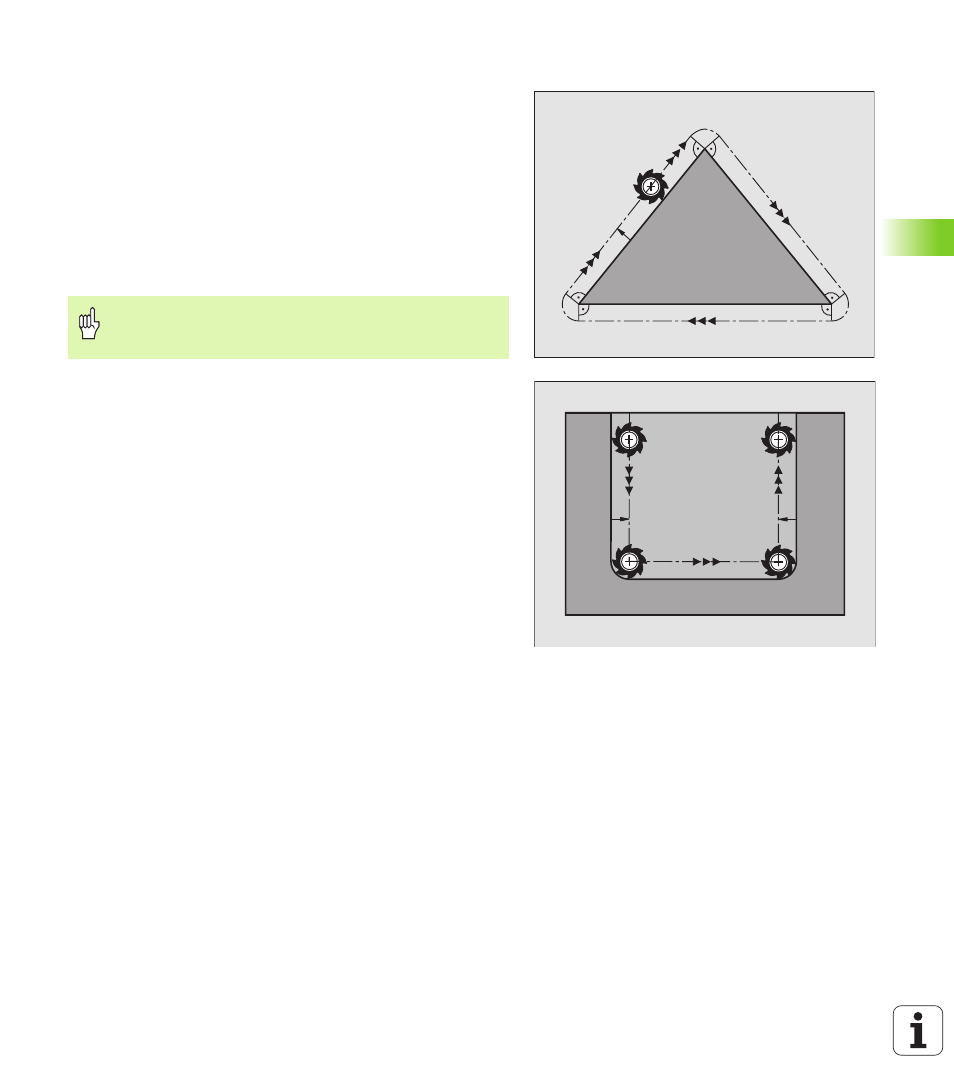
Radiuskorrektur: Ecken bearbeiten
n
Außenecken:
Wenn Sie eine Radiuskorrektur programmiert haben, dann führt die
TNC das Werkzeug an den Außenecken entweder auf einem Über-
gangskreis oder auf einem Spline (Auswahl über MP7680). Falls
nötig, reduziert die TNC den Vorschub an den Außenecken, zum
Beispiel bei großen Richtungswechseln.
n
Innenecken:
An Innenecken errechnet die TNC den Schnittpunkt der Bahnen, auf
denen der Werkzeug-Mittelpunkt korrigiert verfährt. Von diesem
Punkt an verfährt das Werkzeug am nächsten Konturelement ent-
lang. Dadurch wird das Werkstück an den Innenecken nicht beschä-
digt. Daraus ergibt sich, dass der Werkzeug-Radius für eine
bestimmte Kontur nicht beliebig groß gewählt werden darf.
Ecken ohne Radiuskorrektur bearbeiten
Ohne Radiuskorrektur können Sie Werkzeugbahn und Vorschub an
Werkstück-Ecken mit der Zusatzfunktion M90 beeinflussen, Siehe
„Ecken verschleifen: M90”, Seite 181.
Legen Sie den Start- oder Endpunkt bei einer Innenbear-
beitung nicht auf einen Kontur-Eckpunkt, da sonst die
Kontur beschädigt werden kann.
RL
RL
RL