1 1 rüst e n – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 293
HEIDENHAIN CNC PILOT 4290
281
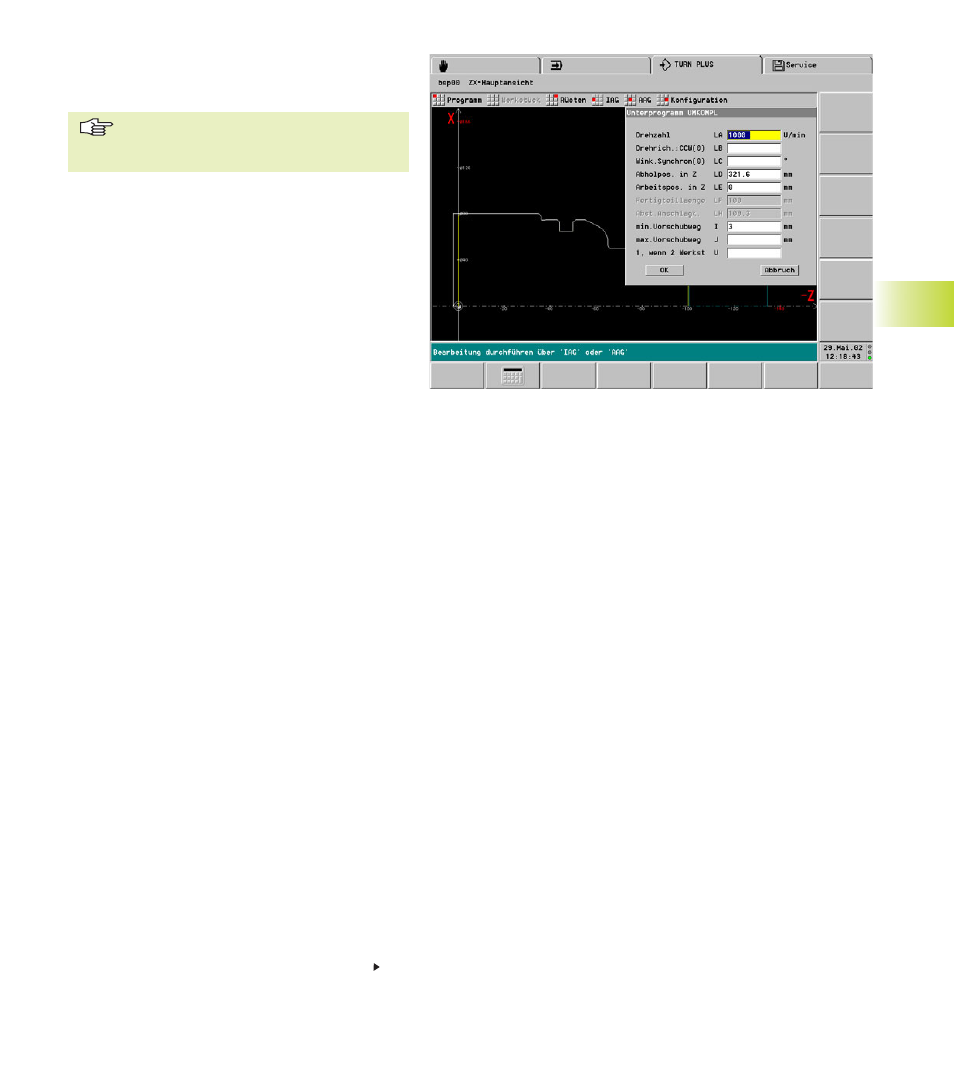
TURN PLUS trägt die ermittelten Parameter als Vor-
schlagswerte ein. Überprüfen bzw. ergänzen Sie die
Einträge.
Die Bedeutung der Übergabe-Parameter
ist vom Namen des Expertenprogramms
abhängig.
Übergabe-Parameter bei Expertenprogramm
„UMKOMPL“
Drehzahl bei der Teileübergabe (LA)
Drehrichtung der Spindel (LB):
■
0: CCW
■
1: CW
Drehzahl- oder Winkelsynchronlauf (LC):
■
0: Winkelsynchronlauf ohne Winkel-
versatz
■
>0: Winkelsynchronlauf mit vorgegebe-
nem Winkelversatz
■
<0: Drehzahlsynchronlauf
Abholposition in Z (LD):
■
0: Abholposition in Maschinenmaß 1
■
1..6: Abholposition in Maschinenmaß 1..6
■
≠ 0..6: Abholposition – Berechnung des
Vorschlagswerts: siehe Skizze
Arbeitsposition in Z (LE):
Vorschlagswert: Nullpunkt-Offset z.B. aus
Maschinen-Parameter 1164 für Z-Achse $1
(siehe Skizze)
Fertigteillänge (LF): aus der Werkstückbeschreibung
Abstand Anschlagkante (LH): Abstand Referenz-
punkt Futter – Anschlagkante Spannbacke,
ermittelt aus der zweiten Aufspannung
minimaler Vorschubweg (I):
■
ohne Fahren auf Festanschlag: Sicher-
heitsabstand auf das abzuholende Werk-
stück – Vorschlagswert: aus „Sicherheitsab-
stand auf Rohteil“ (Bearbeitungs-Parameter
2)
■
mit Fahren auf Festanschlag: siehe Ma-
schinen-Handbuch
maximaler Vorschubweg (J):
■
keine Eingabe: ohne Fahren auf Festan-
schlag
■
mit Eingabe: mit Fahren auf Festanschlag
– Bedeutung der Parameter I und J: siehe
Maschinen-Handbuch
1, wenn 2 Werkst (U): ist ohne Bedeutung
6.1
1 Rüst
e
n
Fortsetzung nächste Seite