Einführung – HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 172
172
5 Programmieren: Werkzeuge
5.4 Dr
eidimensionale W
e
rk
z
e
ug-K
o
rr
ekt
ur (Sof
tw
ar
e-Option
2)
5.4 Dreidimensionale Werkzeug-
Korrektur (Software-Option 2)
Einführung
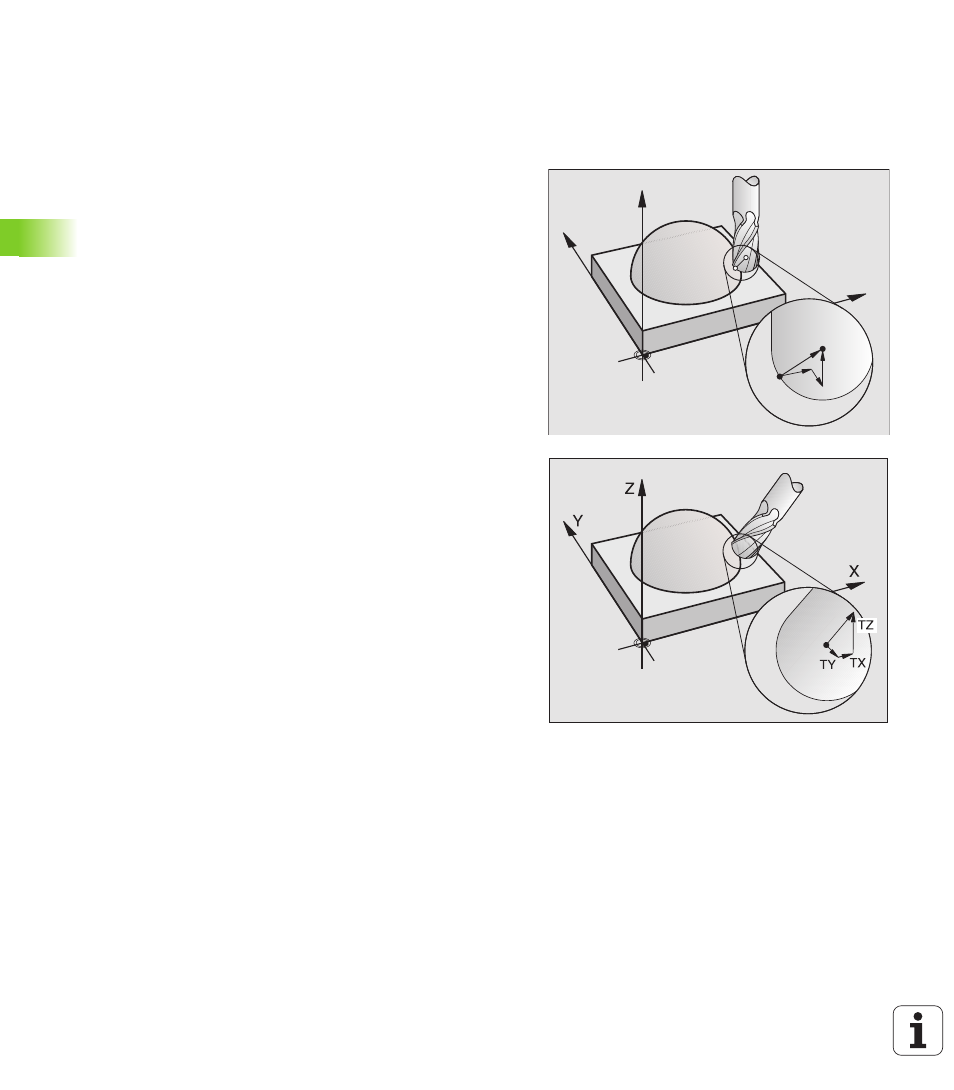
Die TNC kann eine dreidimensionale Werkzeug-Korrektur (3D-Korrek-
tur) für Geraden-Sätze ausführen. Neben den Koordinaten X,Y und Z
des Geraden-Endpunkts, müssen diese Sätze auch die Komponenten
NX, NY und NZ des Flächennormalen-Vektors (siehe Bild rechts oben
und Erklärung weiter unten auf dieser Seite) enthalten.
Wenn Sie darüber hinaus noch eine Werkzeug-Orientierung oder eine
dreidimensionale Radiuskorrektur durchführen wollen, müssen diese
Sätze zusätzlich noch einen normierten Vektor mit den Komponenten
TX, TY und TZ enthalten, der die Werkzeug-Orientierung festlegt
(siehe Bild rechts Mitte).
Der Geraden-Endpunkt, die Komponenten der Flächennormalen und
die Komponenten für die Werkzeug-Orientierung müssen Sie von
einem CAD-System berechnen lassen.
Einsatz-Möglichkeiten
Einsatz von Werkzeugen mit Abmessungen, die nicht mit den vom
CAD-System berechneten Abmessungen übereinstimmen (3D-Kor-
rektur ohne Definition der Werkzeug-Orientierung)
Face Milling: Korrektur der Fräsergeometrie in Richtung der Flächen-
normalen (3D-Korrektur ohne und mit Definition der Werkzeug-Ori-
entierung). Zerspanung erfolgt primär mit der Stirnseite des Werk-
zeugs
Peripheral Milling: Korrektur des Fräserradius senkrecht zur Bewe-
gungsrichtung und senkrecht zur Werkzeugrichtung (dreidimensio-
nale Radiuskorrektur mit Definition der Werkzeug-Orientierung).
Zerspanung erfolgt primär mit der Mantelfläche des Werkzeugs
Z
Y
X
P
T
NZ
P
NX
NY