HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 341
HEIDENHAIN iTNC 530
341
8.4 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
8
Bearbeitungs-Umfang (0/1/2)
Q215: Bearbeitungs-
Umfang festlegen:
0: Schruppen und Schlichten
1: Nur Schruppen
2: Nur Schlichten
Schlichten Seite und Schlichten Tiefe werden nur
ausgeführt, wenn das jeweilige Schlichtaufmaß
(Q368, Q369) definiert ist
8
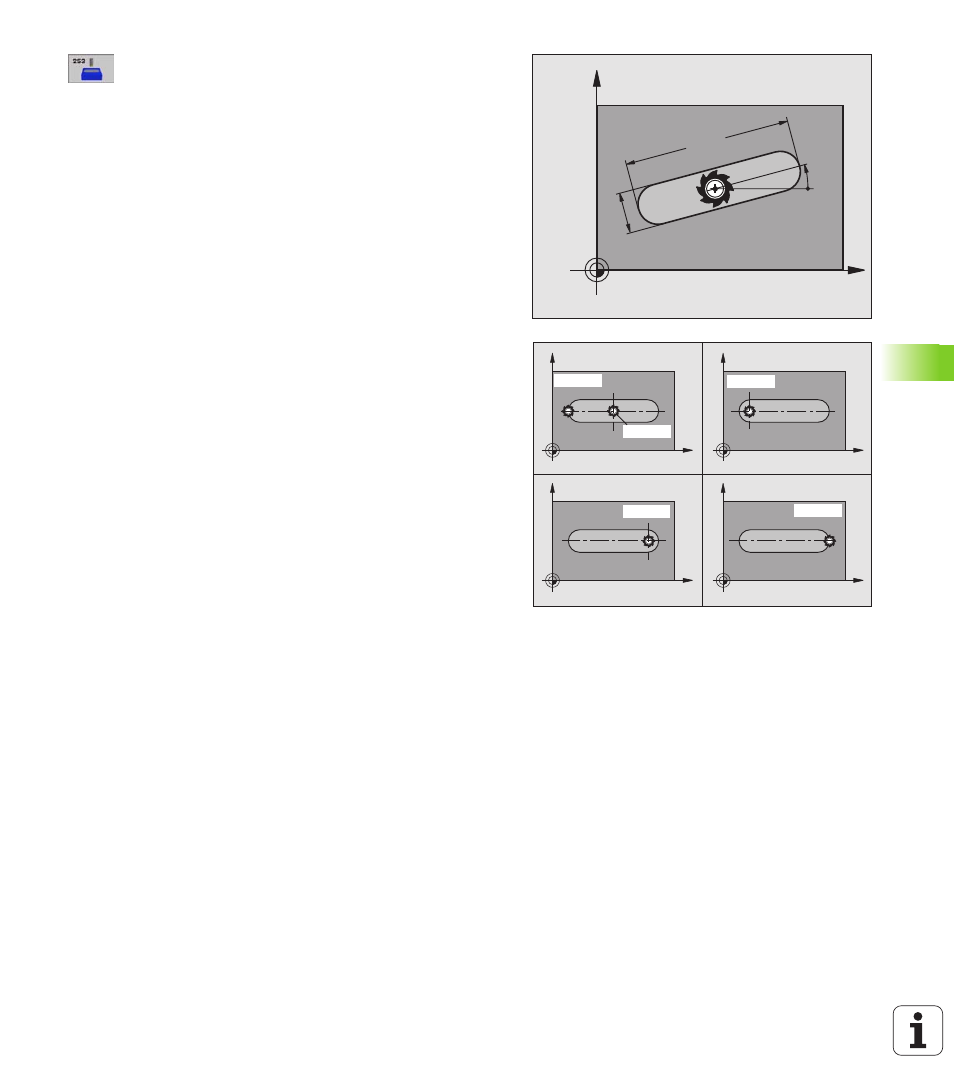
Nutlänge
Q218 (Wert parallel zur Hauptachse der
Bearbeitungsebene): Längere Seite der Nut eingeben
8
Nutbreite
Q219 (Wert parallel zur Nebenachse der
Bearbeitungsebene): Breite der Nut eingeben; wenn
Nutbreite gleich Werkzeug-Durchmesser eingege-
ben, dann schruppt die TNC nur (Langloch fräsen).
Maximale Nutbreite beim Schruppen: Doppelter
Werkzeug-Durchmesser
8
Schlichtaufmaß Seite
Q368 (inkremental): Schlicht-
Aufmaß in der Bearbeitungs-Ebene
8
Drehlage
Q224 (absolut): Winkel, um den die gesamte
Nut gedreht wird. Das Drehzentrum liegt in der Posi-
tion, auf der das Werkzeug beim Zyklus-Aufruf steht
8
Lage der Nut (0/1/2/3/4)
Q367: Lage der Nut bezo-
gen auf die Position des Werkzeuges beim Zyklus-
Aufruf (siehe Bild rechts Mitte):
0: Werkzeugposition = Nutmitte
1: Werkzeugposition = Linkes Ende der Nut
2: Werkzeugposition = Zentrum linker Nutkreis
3: Werkzeugposition = Zentrum rechter Nutkreis
4: Werkzeugposition = Rechtes Ende der Nut
8
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
8
Fräsart
Q351: Art der Fräsbearbeitung bei M03:
+1 = Gleichlauffräsen
–1 = Gegenlauffräsn
X
Y
Q219
Q218
Q224
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4