HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 358
358
8 Programmieren: Zyklen
8.4 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
8
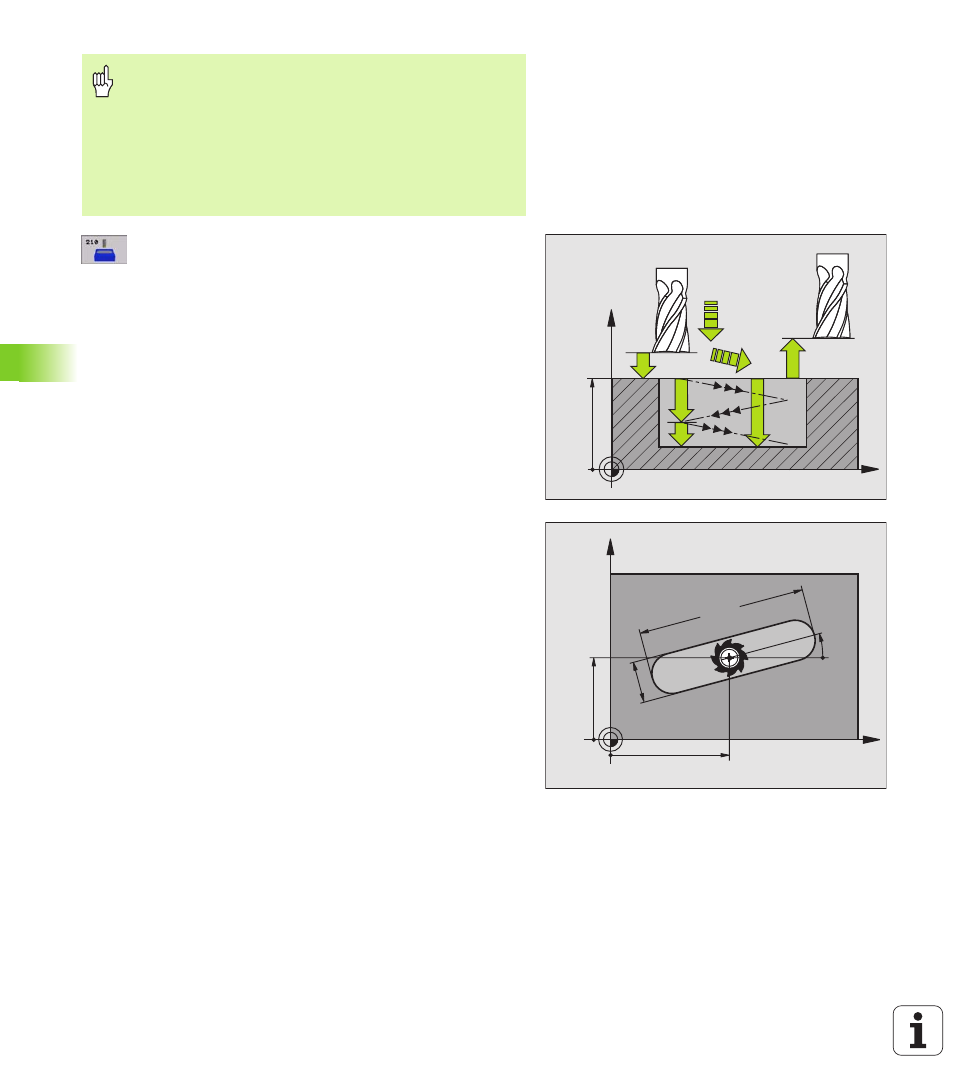
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeugspitze – Werkstück-Oberfläche
8
Tiefe
Q201 (inkremental): Abstand Werkstück-Ober-
fläche – Nutgrund
8
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
8
Zustell-Tiefe
Q202 (inkremental): Maß, um welches
das Werkzeug bei einer Pendelbewegung in der Spin-
delachse insgesamt zugestellt wird
8
Bearbeitungs-Umfang (0/1/2)
Q215: Bearbeitungs-
Umfang festlegen:
0: Schruppen und Schlichten
1: Nur Schruppen
2: Nur Schlichten
8
Koord. Werkstück-Oberfläche
Q203 (absolut): Koordi-
nate der Werkstück-Oberfläche
8
2. Sicherheits-Abstand
Q204 (inkremental): Z-Koor-
dinate, in der keine Kollision zwischen Werkzeug und
Werkstück (Spannmittel) erfolgen kann
8
Mitte 1. Achse
Q216 (absolut): Mitte der Nut in der
Hauptachse der Bearbeitungsebene
8
Mitte 2. Achse
Q217 (absolut): Mitte der Nut in der
Nebenachse der Bearbeitungsebene
8
1. Seiten-Länge
Q218 (Wert parallel zur Hauptachse
der Bearbeitungsebene): Längere Seite der Nut ein-
geben
8
2. Seiten-Länge
Q219 (Wert parallel zur Nebenachse
der Bearbeitungsebene): Breite der Nut eingeben;
wenn Nutbreite gleich Werkzeug-Durchmesser ein-
gegeben, dann schruppt die TNC nur (Langloch frä-
sen)
Mit Maschinen-Parameter 7441 Bit 2 stellen Sie ein, ob die
TNC bei der Eingabe einer positiven Tiefe eine Fehlermel-
dung ausgeben soll (Bit 2=1) oder nicht (Bit 2=0).
Achtung Kollisionsgefahr!
Beachten Sie, dass die TNC bei positiv eingegebener
Tiefe die Berechnung der Vorposition umkehrt. Das Werk-
zeug fährt also in der Werkzeug-Achse mit Eilgang auf
Sicherheits-Abstand unter die Werkstück-Oberfläche!
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q224