4 zusatz-f u nktionen für das bahn v e rh alt e n – HEIDENHAIN TNC 620 (73498x-01) ISO programming Benutzerhandbuch
Seite 290
290
Programmieren: Zusatz-Funktionen
9.4 Zusatz-F
u
nktionen für das Bahn
v
e
rh
alt
e
n
Radiuskorrigierte Kontur vorausberechnen
(LOOK AHEAD): M120
Standardverhalten
Wenn der Werkzeug-Radius größer ist, als eine Konturstufe, die
radiuskorrigiert zu fahren ist, dann unterbricht die TNC den
Programmlauf und zeigt eine Fehlermeldung. M97 (siehe „Kleine
Konturstufen bearbeiten: M97” auf Seite 285) verhindert die
Fehlermeldung, führt aber zu einer Freischneidemarkierung und
verschiebt zusätzlich die Ecke.
Bei Hinterschneidungen verletzt die TNC u.U. die Kontur.
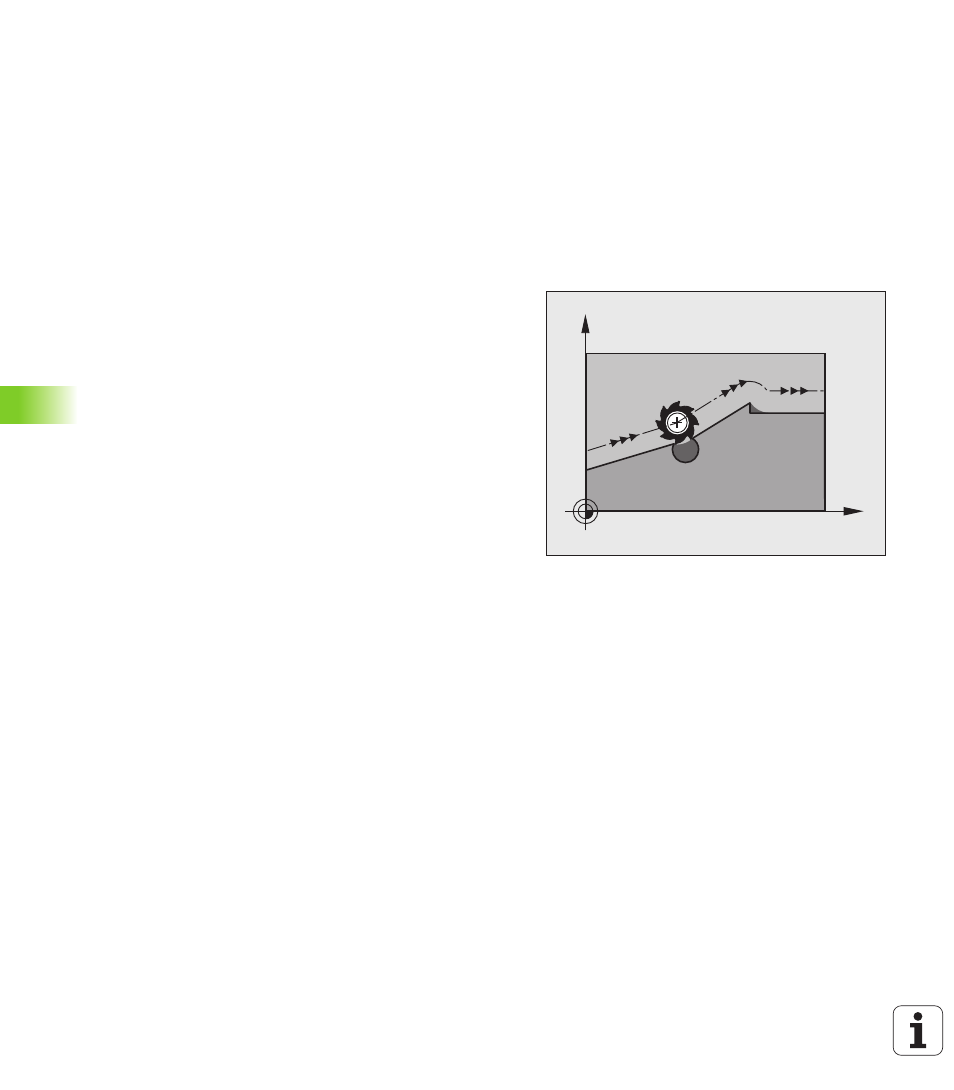
Verhalten mit M120
Die TNC überprüft eine radiuskorrigierte Kontur auf
Hinterschneidungen und Überschneidungen und berechnet die
Werkzeugbahn ab dem aktuellen Satz voraus. Stellen, an denen das
Werkzeug die Kontur beschädigen würde, bleiben unbearbeitet (im
Bild dunkel dargestellt). Sie können M120 auch verwenden, um
Digitalisierdaten oder Daten, die von einem externen Programmier-
System erstellt wurden, mit Werkzeug-Radiuskorrektur zu versehen.
Dadurch sind Abweichungen vom theoretischen Werkzeug-Radius
kompensierbar.
Die Anzahl der Sätze (maximal 99), die die TNC vorausrechnet, legen
Sie mit LA (engl. Look Ahead: schaue voraus) hinter M120 fest. Je
größer Sie die Anzahl der Sätze wählen, die die TNC vorausrechnen
soll, desto langsamer wird die Satzverarbeitung.
Eingabe
Wenn Sie in einem Positionier-Satz M120 eingeben, dann führt die
TNC den Dialog für diesen Satz fort und erfragt die Anzahl der
vorauszuberechnenden Sätze LA.
X
Y