HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 69
69
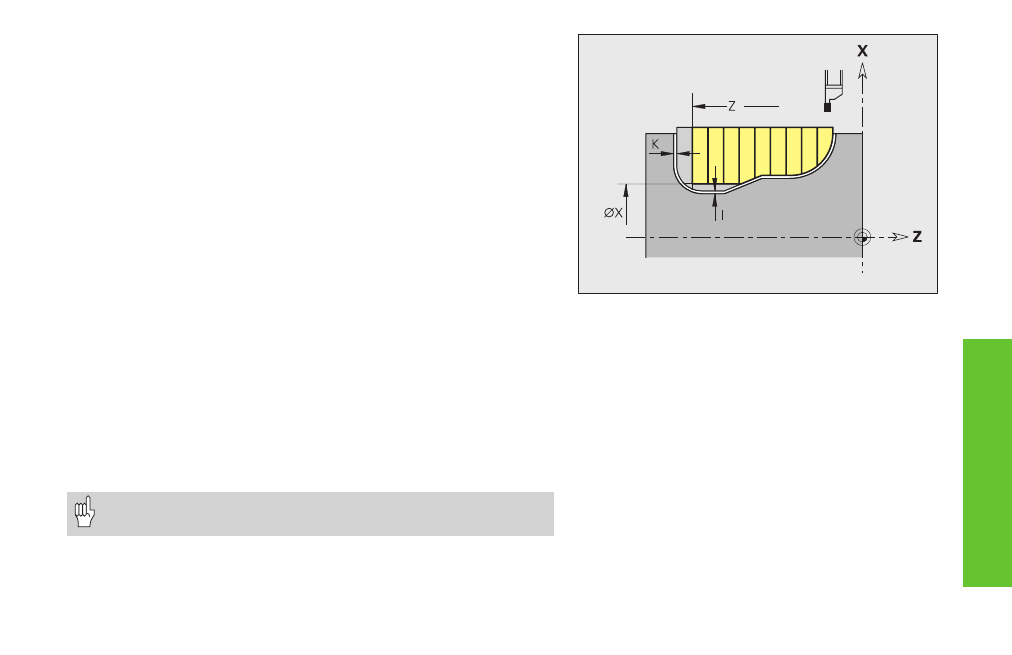
Einstechen G860
G860 zerspant (sticht) den durch „NS, NE“ beschriebenen Konturbe-
reich axial/radial.
Parameter
NS, NE: Anfang-, Ende-Satznummer (Referenz auf Konturabschnitt oder
NS = Referenz auf einen mit G22-/G23-Geo beschriebenen Ein-
stich)
I, K:
Aufmaße (I Durchmessermaß) – default: 0
Q:
Ablauf – default: 0
■
Q=0: Schruppen und Schlichten
■
Q=1: nur Schruppen
■
Q=2: nur Schlichten
X/Z:
Schnittbegrenzung (X Durchmessermaß)
V:
Kennung Fase/Verrundung am Anfang/Ende des Konturabschnitts
– default: 0
Fase/Verrundung wird bearbeitet:
■
V=0: am Anfang und am Ende
■
V=1: am Anfang
■
V=2: am Ende
■
V=3: keine Bearbeitung
E:
Schlichtvorschub – keine Eingabe: aktiver Vorschub
H:
Freifahrart bei Zyklusende – default: 0
■
H=0: zurück zum Startpunkt (axialer Einstich: erst Z- dann X-
Richtung; radialer Einstich: erst X- dann Z-Richtung)
■
H=1: positioniert vor der fertigen Kontur
■
H=2: hebt auf Sicherheitsabstand ab und stoppt
• Schneidenradiuskorrektur: wird durchgeführt
• Aufmaße (G57/G58): werden berücksichtigt
K
ont
urbez
og
ene Dr
ehzyklen