HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 71
71
K
ont
urbez
og
ene Dr
ehzyklen
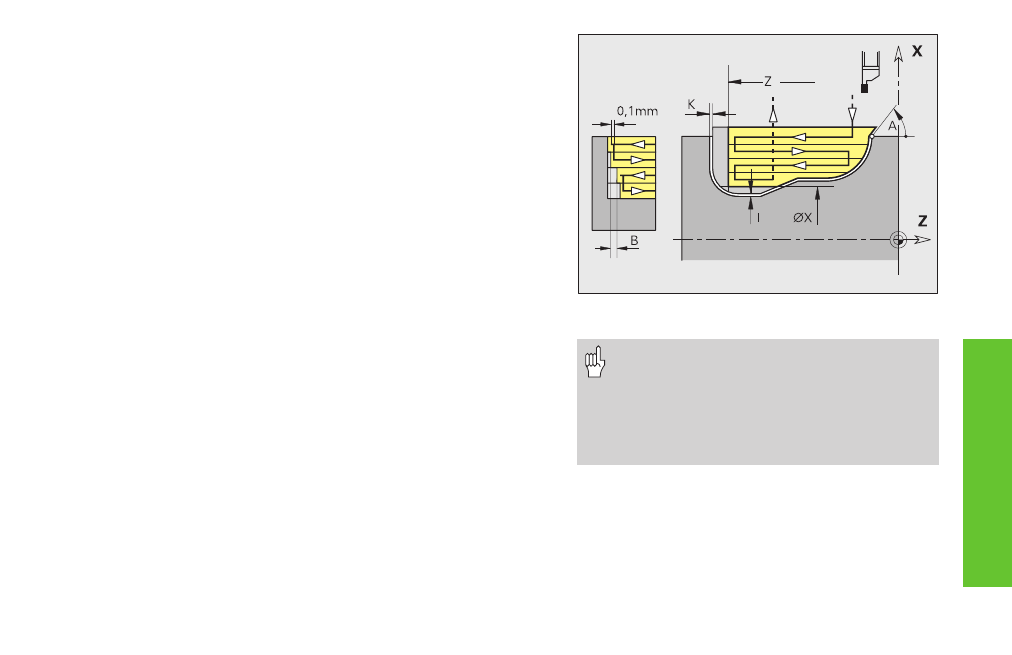
Stechdrehzyklus G869
G869 zerspant den durch „NS, NE" beschriebenen Konturbereich axial/
radial mit alternierenden Einstech- und Schruppbewegungen.
Parameter
NS, NE: Anfang-, Ende-Satznummer (Referenz auf Konturabschnitt)
P:
maximale Zustellung
R:
Drehtiefenkorrektur für Schlichtbearbeitung – default: 0
I, K:
Aufmaße (I Durchmessermaß) – default: 0
X/Z:
Schnittbegrenzung (X Durchmessermaß)
A, W: Anfahrwinkel, Abfahrwinkel – default: entgegen der Einstechrich-
tung
Q:
Ablauf – default: 0
■
Q=0: Schruppen und Schlichten
■
Q=1: nur Schruppen
■
Q=2: nur Schlichten
U:
Drehbearbeitung unidirektional – default: 0
■
U=0: Drehbearbeitung bidirektional
■
U=1: Drehbearbeitung unidirektional in Kontur-Richtung
H:
Freifahrart bei Zyklusende – default: 0
■
H=0: zurück zum Startpunkt (axialer Einstich: erst Z- dann X-
Richtung; radialer Einstich: erst X- dann Z-Richtung)
■
H=1: positioniert vor der fertigen Kontur
■
H=2: hebt auf Sicherheitsabstand ab und stoppt
V:
Kennung Fase/Verrundung am Anfang/Ende des Konturabschnitts
– default: 0
Fase/Verrundung wird bearbeitet:
■
V=0: am Anfang und am Ende
■
V=1: am Anfang
■
V=2: am Ende
■
V=3: keine Bearbeitung
O:
Einstechvorschub – default: aktiver Vorschub
E:
Schlichtvorschub – keine Eingabe: aktiver Vorschub
B:
Versatzbreite – default: 0
• Der Zyklus G869 setzt Werkzeuge des
Typs 26* voraus.
• Schneidenradiuskorrektur: wird durchge-
führt
• Aufmaße (G57/G58): werden berücksich-
tigt