HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 74
74
Gewindezyklen
Gewindezyklus G31
G31 erstellt mit G24-, G34- oder G37-Geo definierte Gewinde. G31 be-
arbeitet auch verkettete und mehrgängige Gewinde.
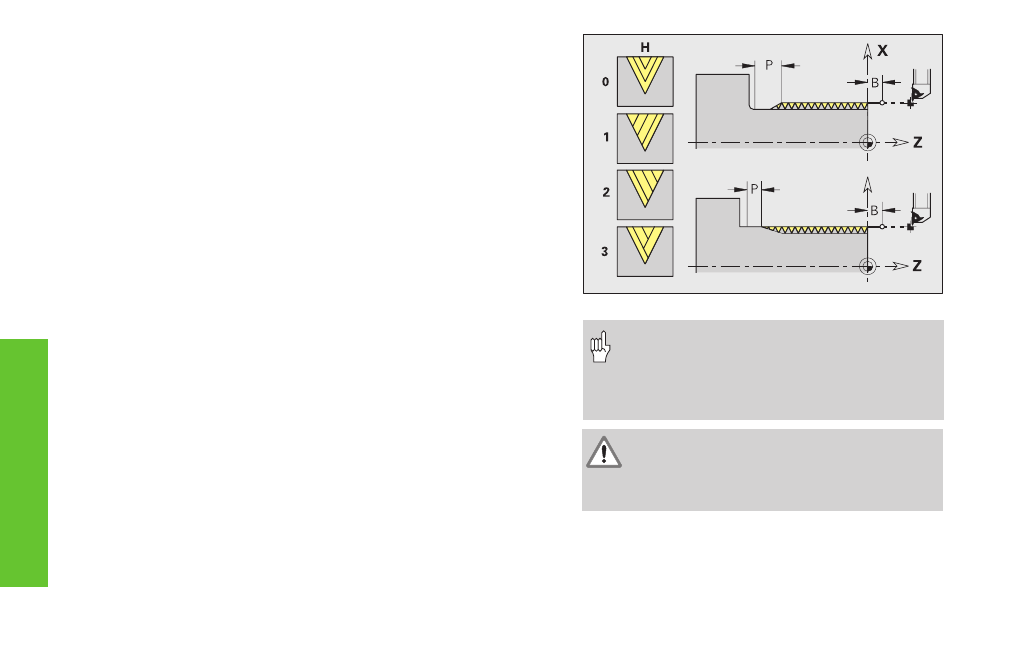
Anlauflänge, Überlauflänge: Wenn Sie „B, P“ nicht programmieren,
ermittelt der CNC PILOT die Länge aus nebenliegenden Freistichen
oder Einstichen. Ist ein Freistich/Einstich nicht vorhanden, wird „Ge-
winde-anlauf-, Gewindeauslauflänge“ aus Bearbeitungs-Parameter 7
verwendet.
Parameter
NS:
Satznummer (Referenz auf Basiselement G1-Geo der Gewinde-
konturbeschreibung)
I:
maximale Zustellung
B, P: Anlauflänge, Überlauflänge
D:
Schnittrichtung (Bezug: Definitionsrichtung Basiselement) – de-
fault: 0;
■
D=0: gleiche Richtung
■
D=1: entgegengesetzte Richtung
V:
Zustellart – default: 0;
■
V=0: konstanter Spanquerschnitt bei allen Schnitten
■
V=1: konstante Zustellung
■
V=2: mit Restschnittaufteilung – Ergibt die Division Gewinde-
tiefe/Zustellung einen Rest, gilt dieser „Rest“ für die erste Zu-
stellung. Der „letzte Schnitt“ wird in 1/2-, 1/4-, 1/8- und
1/8-Schnitt aufgeteilt.
■
V=3: ohne Restschnittaufteilung – Zustellung wird aus Stei-
gung und Drehzahl berechnet
H:
Versatzart – default: 0
■
H=0: ohne Versatz
■
H=1: Versatz von links
■
H=2: Versatz von rechts
■
H=3: Versatz abwechselnd rechts/links
Q:
Anzahl Leerdurchläufe nach dem letzten Schnitt – default: 0
C:
Startwinkel – default: 0
• „Vorschub-Stop“ wirkt am Ende eines Ge-
windeschnitts.
• Vorschuboverride ist nicht wirksam.
• Bei ausgeschalteter Vorsteuerung Spin-
deloverride nicht benutzen!
Achtung Kollisionsgefahr!
Bei einer zu großen „Überlauflänge P“ be-
steht Kollisionsgefahr. Sie prüfen die Über-
lauflänge in der Simulation.