HEIDENHAIN TNC 320 (340 551-01) Benutzerhandbuch
Seite 285
HEIDENHAIN TNC 320
285
8.7 Zyklen zur K
o
or
dinat
e
n-Umr
e
c
h
nung
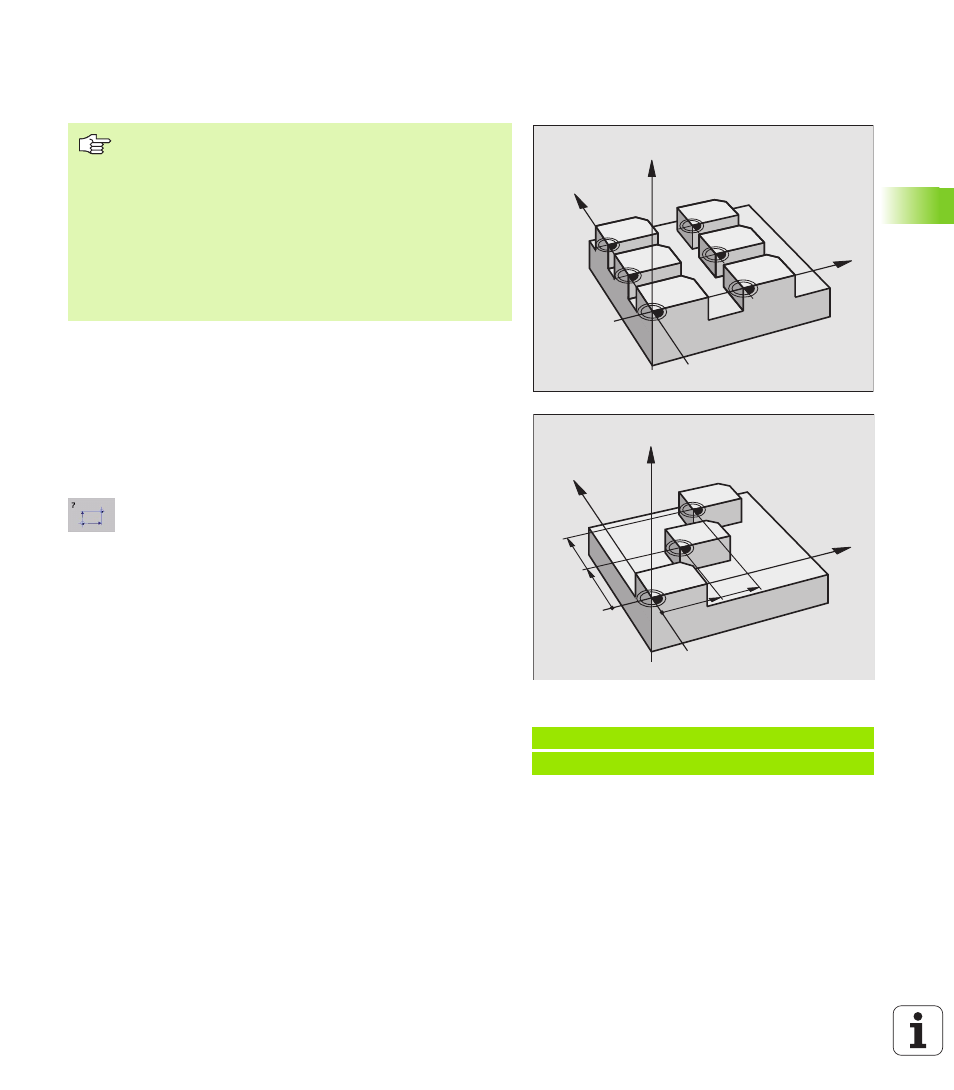
NULLPUNKT-Verschiebung mit Nullpunkt-
Tabellen (Zyklus 7)
Anwendung
Nullpunkt-Tabellen setzen Sie z.B. ein bei
häufig wiederkehrenden Bearbeitungsgängen an verschiedenen
Werkstück-Positionen oder
häufiger Verwendung derselben Nullpunktverschiebung
Innerhalb eines Programms können Sie Nullpunkte sowohl direkt in
der Zyklus-Definition programmieren als auch aus einer Nullpunkt-
Tabelle heraus aufrufen.
8
Verschiebung
: Nummer des Nullpunktes aus der Null-
punkt-Tabelle oder einen Q-Parameter eingeben;
Wenn Sie einen Q-Parameter eingeben, dann aktiviert
die ATEK M die Nullpunkt-Nummer, die im Q-Parame-
ter steht
Rücksetzen
Aus der Nullpunkt-Tabelle Verschiebung zu den Koordinaten
X=0; Y=0 etc. aufrufen
Verschiebung zu den Koordinaten X=0; Y=0 etc. direkt mit einer
Zyklus-Definition aufrufen
Beispiel: NC-Sätze
77 CYCL DEF 7.0 NULLPUNKT
78 CYCL DEF 7.1 #5
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2
Welche Nullpunkt-Tabelle verwendet wird, ist von der
Betriebart abhängig bzw. wählbar:
Programmlauf-Betriebsarten: Tabelle „zeroshift.d“
Betriebsart Programm-Test: Tabelle „simzeroshift.d“
Nullpunkte aus der Nullpunkt-Tabelle beziehen sich auf
den aktuellen Bezugspunkt.
Die Koordinaten-Werte aus Nullpunkt-Tabellen sind aus-
schließlich absolut wirksam.
Neue Zeilen können Sie nur am Tabellen-Ende einfügen.