Offene konturecken vollständig bearbeiten: m98 – HEIDENHAIN TNC 320 (77185x-01) ISO programming Benutzerhandbuch
Seite 320
Programmieren: Zusatz-Funktionen
10.4
Zusatz-Funktionen für das Bahnverhalten
10
320
TNC 320 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2014
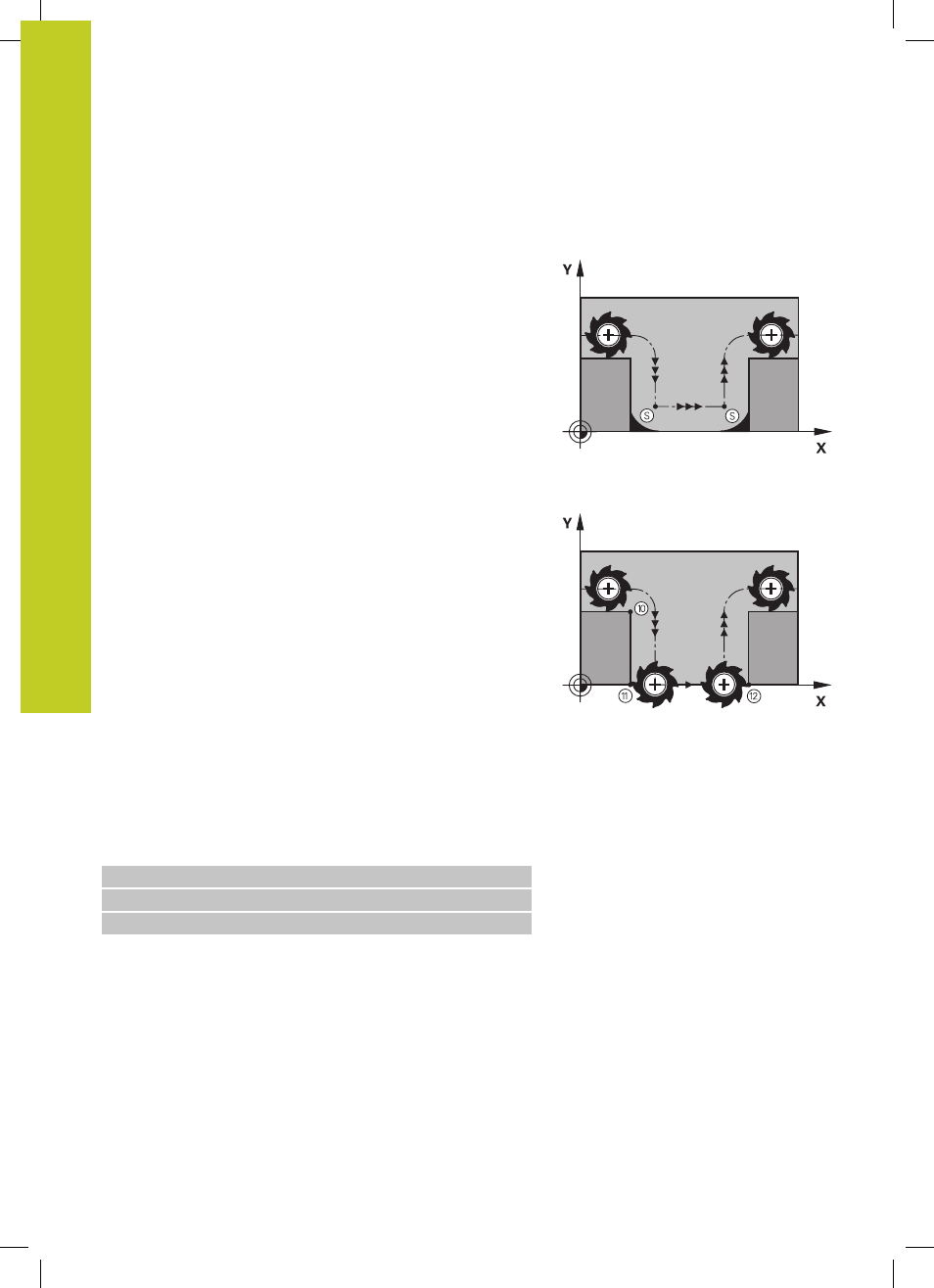
Offene Konturecken vollständig bearbeiten: M98
Standardverhalten
Die TNC ermittelt an Innenecken den Schnittpunkt der
Fräserbahnen und fährt das Werkzeug ab diesem Punkt in die neue
Richtung.
Wenn die Kontur an den Ecken offen ist, dann führt das zu einer
unvollständigen Bearbeitung:
Verhalten mit M98
Mit der Zusatz-Funktion M98 fährt die TNC das Werkzeug so weit,
dass jeder Konturpunkt tatsächlich bearbeitet wird:
Wirkung
M98 wirkt nur in den Programmsätzen, in denen M98
programmiert ist.
M98 wird wirksam am Satz-Ende.
NC-Beispielsätze
Nacheinander Konturpunkte 10, 11 und 12 anfahren:
N100 G01 G41 X ... Y ... F ... *
N110 X ... G91 Y ... M98 *
N120 X+ ... *