Anwendung – HEIDENHAIN iTNC 530 (340 420) ISO programming Benutzerhandbuch
Seite 147
HEIDENHAIN iTNC 530
147
5.4 P
e
ri
pher
a
l Milling: 3D-Radiusk
or
rekt
ur mit W
e
rk
z
e
ug-Or
ientier
ung
5.4 Peripheral Milling: 3D-
Radiuskorrektur mit Werkzeug-
Orientierung
Anwendung
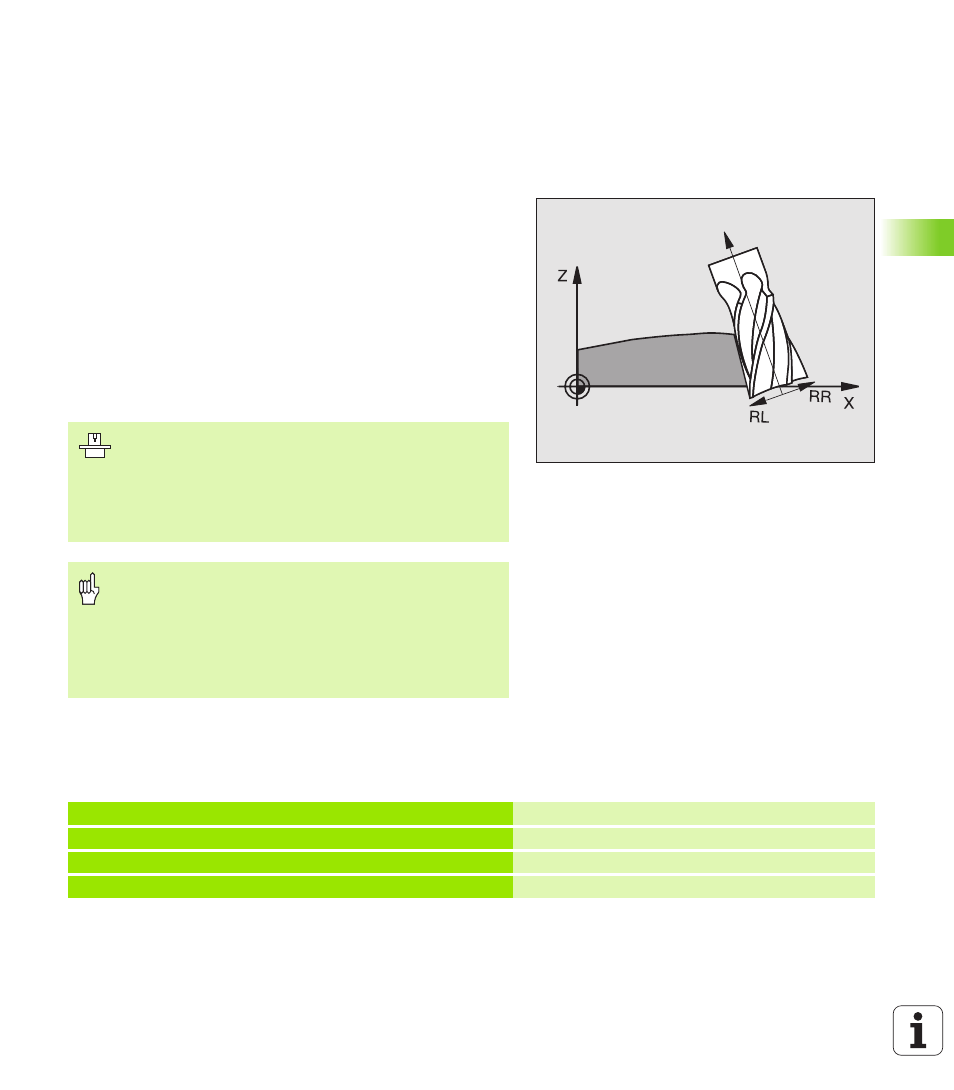
Beim Peripheral Milling versetzt die TNC das Werkzeug senkrecht zur
Bewegungsrichtung und senkrecht zur Werkzeugrichtung um die
Summe der Delta-Werte DR (Werkzeug-Tabelle und T-Satz). Die Kor-
rekturrichtung legen Sie mit der Radiuskorrektur G41/G42 fest (siehe
Bild rechts oben, Bewegungsrichtung Y+).
Damit die TNC die vorgegebene Werkzeug-Orientierung erreichen
kann, müssen Sie die Funktion M128 (siehe „Position der Werkzeug-
spitze beim Positionieren von Schwenkachsen beibehalten (TCPM*):
M128” auf Seite 206) und anschließend die Werkzeug-Radiuskorrek-
tur aktivieren. Die TNC positioniert dann die Drehachsen der Maschine
automatisch so, dass das Werkzeug die durch die Drehachsen-Koordi-
naten vorgegebene Werkzeug-Orientierung mit der aktiven Korrektur
erreicht.
Die Werkzeug-Orientierung können Sie in einem G01-Satz wie nach-
folgend beschrieben definieren.
Beispiel: Definition der Werkzeug-Orientierung mit M128 und
Koordinaten der Drehachsen
Diese Funktion ist nur an Maschinen möglich, für deren
Schwenkachsen-Konfiguration Raumwinkel definierbar
sind. Beachten Sie Ihr Maschinenhandbuch.
Die TNC kann nicht bei allen Maschinen die Drehachsen
automatisch positionieren. Beachten Sie Ihr Maschinen-
handbuch.
Kollisionsgefahr!
Bei Maschinen, deren Drehachsen nur einen einge-
schränkten Verfahrbereich erlauben, können beim auto-
matischen Positionieren Bewegungen auftreten, die bei-
spielsweise eine 180°-Drehung des Tisches erfordern.
Achten Sie auf Kollisionsgefahr des Kopfes mit dem
Werkstück oder mit Spannmitteln.
N10 G00 G90 X-20 Y+0 Z+0 B+0 C+0 *
Vorpositionieren
N20 M128 *
M128 aktivieren
N30 G01 G42 X+0 Y+0 Z+0 B+0 C+0 F1000 *
Radius-Korrektur aktivieren
N40 X+50 Y+0 Z+0 B-30 C+0 *
Drehachse anstellen (Werkzeug-Orientierung)