3d-daten abarbeiten (zyklus g60), Zyklus, Softkey – HEIDENHAIN iTNC 530 (340 420) ISO programming Benutzerhandbuch
Seite 340: 9 zyklen zum abz e ilen
340
8 Programmieren: Zyklen
8.9 Zyklen zum Abz
e
ilen
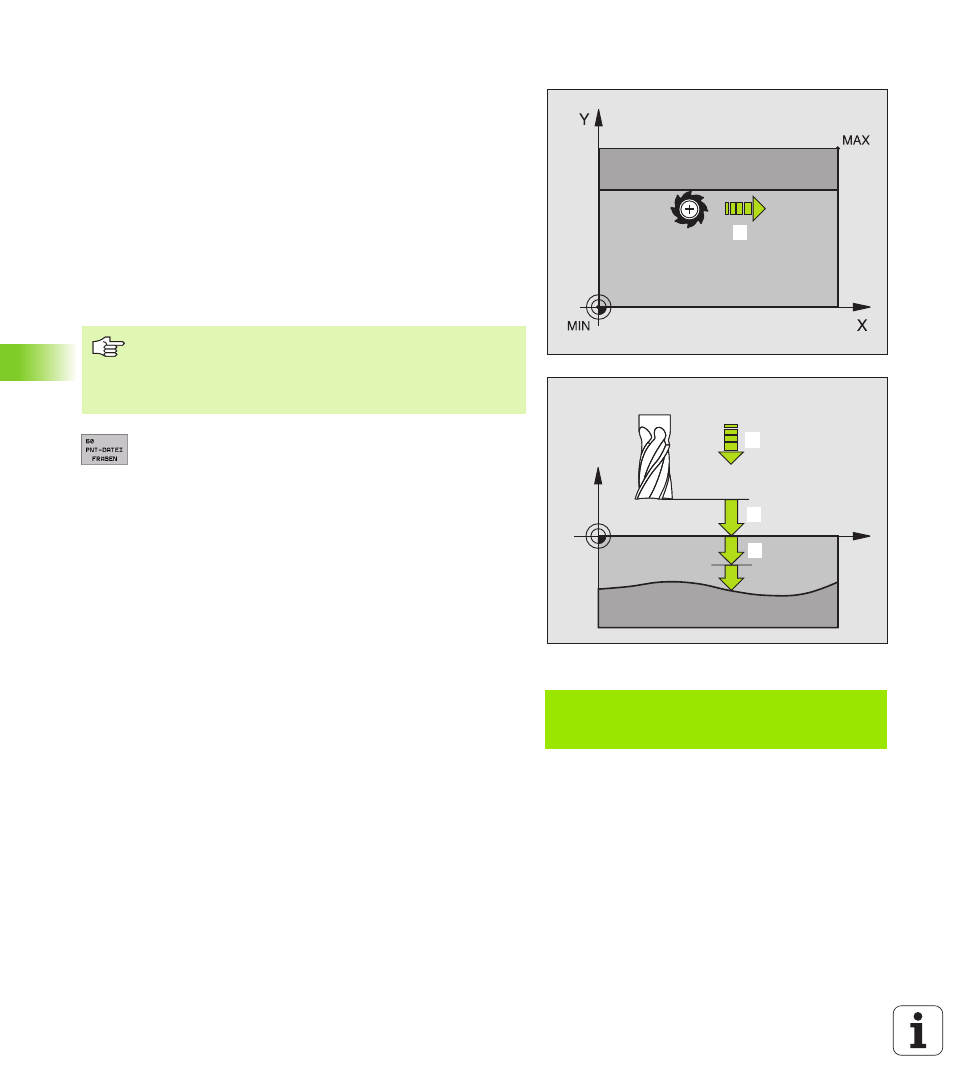
3D-DATEN ABARBEITEN (Zyklus G60)
1
Die TNC positioniert das Werkzeug im Eilgang von der aktuellen
Position aus in der Spindelachse auf Sicherheits-Abstand über den
im Zyklus programmierten MAX-Punkt
2
Anschließend fährt die TNC das Werkzeug mit Eilgang in der Bear-
beitungsebene auf den im Zyklus programmierten MIN-Punkt
3
Von dort aus fährt das Werkzeug mit Vorschub Tiefenzustellung
auf den ersten Konturpunkt
4
Anschließend arbeitet die TNC alle in der 3D-Daten-Datei gespei-
cherten Punkte im Vorschub Fräsen ab; falls nötig fährt die TNC
zwischendurch auf Sicherheits-Abstand, um unbearbeitete Berei-
che zu überspringen
5
Am Ende fährt die TNC das Werkzeug mit Eilgang zurück auf den
Sicherheits-Abstand
U
U
U
U
Datei-Name 3D-Daten
: Name der Datei eingeben, in
der die zu bearbeitenden Daten gespeichert sind;
wenn die Datei nicht im aktuellen Verzeichnis steht,
kompletten Pfad eingeben
U
U
U
U
MIN-Punkt Bereich
: Minimal-Punkt (X-, Y- und Z-Koor-
dinate) des Bereichs, in dem gefräst werden soll
U
U
U
U
MAX-Punkt Bereich
: Maximal-Punkt (X-, Y- und Z-Koor-
dinate) des Bereichs, in dem gefräst werden soll
U
U
U
U
Sicherheits-Abstand
1
(inkremental): Abstand zwi-
schen Werkzeugspitze und Werkstück-Oberfläche
bei Eilgang-Bewegungen
U
U
U
U
Zustell-Tiefe
2
(inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird
U
U
U
U
Vorschub Tiefenzustellung
3
: Verfahrgeschwindig-
keit des Werkzeugs beim Eintauchen in mm/min
U
U
U
U
Vorschub Fräsen
4
: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
U
U
U
U
Zusatz-Funktion M
: Optionale Eingabe einer Zusatz-
Funktion, z.B. M13
Beispiel: NC-Satz
N64 G60 P01 BSP.I P01 X+0 P02 Y+0
P03 Z-20 P04 X+100 P05 Y+100 P06 Z+0
P07 2 P08 +5 P09 100 P10 350 M13 *
14
X
Z
11
13
12
Beachten Sie vor dem Programmieren
Mit Zyklus G60 können Sie 3D-Daten in mehreren Zustel-
lungen abarbeiten, die von einem externen Programmier-
system erstellt wurden.