2 werkzeug-daten, Voraussetzung für die werkzeug-korrektur, Werkzeug-nummer, werkzeug-name – HEIDENHAIN TNC 620 (81760x-01) ISO programming Benutzerhandbuch
Seite 160: Werkzeug-länge l, Werkzeug-radius r, Werkzeug-daten
Programmieren: Werkzeuge
5.2
Werkzeug-Daten
5
160
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2014
5.2
Werkzeug-Daten
Voraussetzung für die Werkzeug-Korrektur
Üblicherweise programmieren Sie die Koordinaten der
Bahnbewegungen so, wie das Werkstück in der Zeichnung bemaßt
ist. Damit die TNC die Bahn des Werkzeug-Mittelpunkts berechnen,
also eine Werkzeug-Korrektur durchführen kann, müssen Sie Länge
und Radius zu jedem eingesetzten Werkzeug eingeben.
Werkzeug-Daten können Sie entweder mit der Funktion
G99
direkt im Programm oder separat in Werkzeug-Tabellen eingeben.
Wenn Sie die Werkzeug-Daten in Tabellen eingeben, stehen
weitere werkzeugspezifische Informationen zur Verfügung. Die
TNC berücksichtigt alle eingegebenen Informationen, wenn das
Bearbeitungs-Programm läuft.
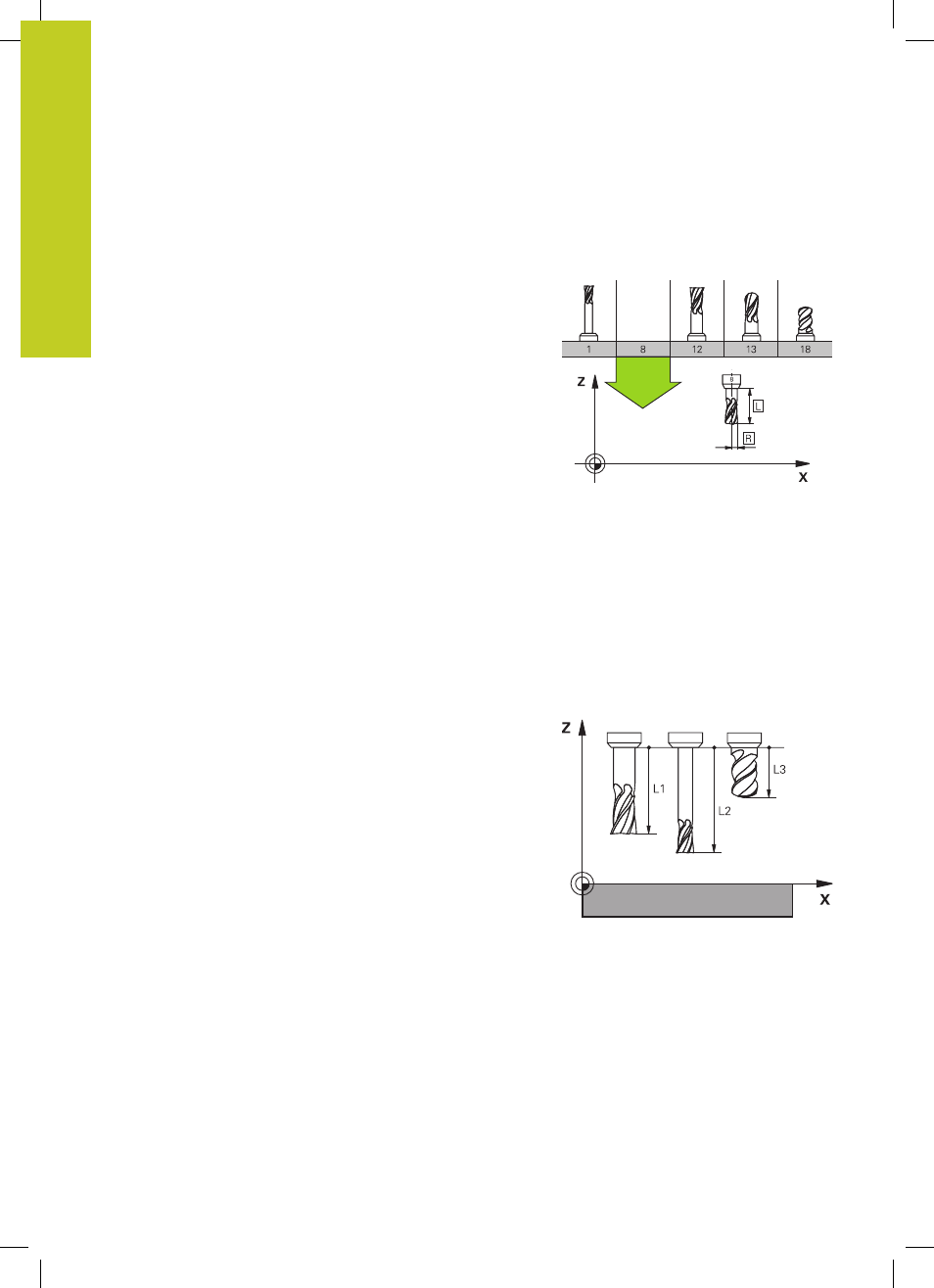
Werkzeug-Nummer, Werkzeug-Name
Jedes Werkzeug ist durch eine Nummer zwischen 0 und 32767
gekennzeichnet. Wenn Sie mit Werkzeug-Tabellen arbeiten, können
Sie zusätzlich Werkzeug-Namen vergeben. Werkzeug-Namen
dürfen maximal aus 32 Zeichen bestehen.
Das Werkzeug mit der Nummer 0 ist als Null-Werkzeug festgelegt
und hat die Länge L=0 und den Radius R=0. In Werkzeug-Tabellen
sollten Sie das Werkzeug T0 ebenfalls mit L=0 und R=0 definieren.
Werkzeug-Länge L
Die Werkzeug-Länge L sollten Sie grundsätzlich als absolute
Länge bezogen auf den Werkzeug-Bezugspunkt eingeben.
Die TNC benötigt für zahlreiche Funktionen in Verbindung mit
Mehrachsbearbeitung zwingend die Gesamtlänge des Werkzeugs.
Werkzeug-Radius R
Den Werkzeug-Radius R geben Sie direkt ein.