Bedienung von maschinenbrennern -12, Tabelle für das schneiden -12 – Hypertherm Powermax600 Rev.2 Benutzerhandbuch
Seite 36
BEDIENUNG
4-12
HYPERTHERM PMX600 Betriebsanleitung
10/8/99
BEDIENUNG VON MASCHINENBRENNERN
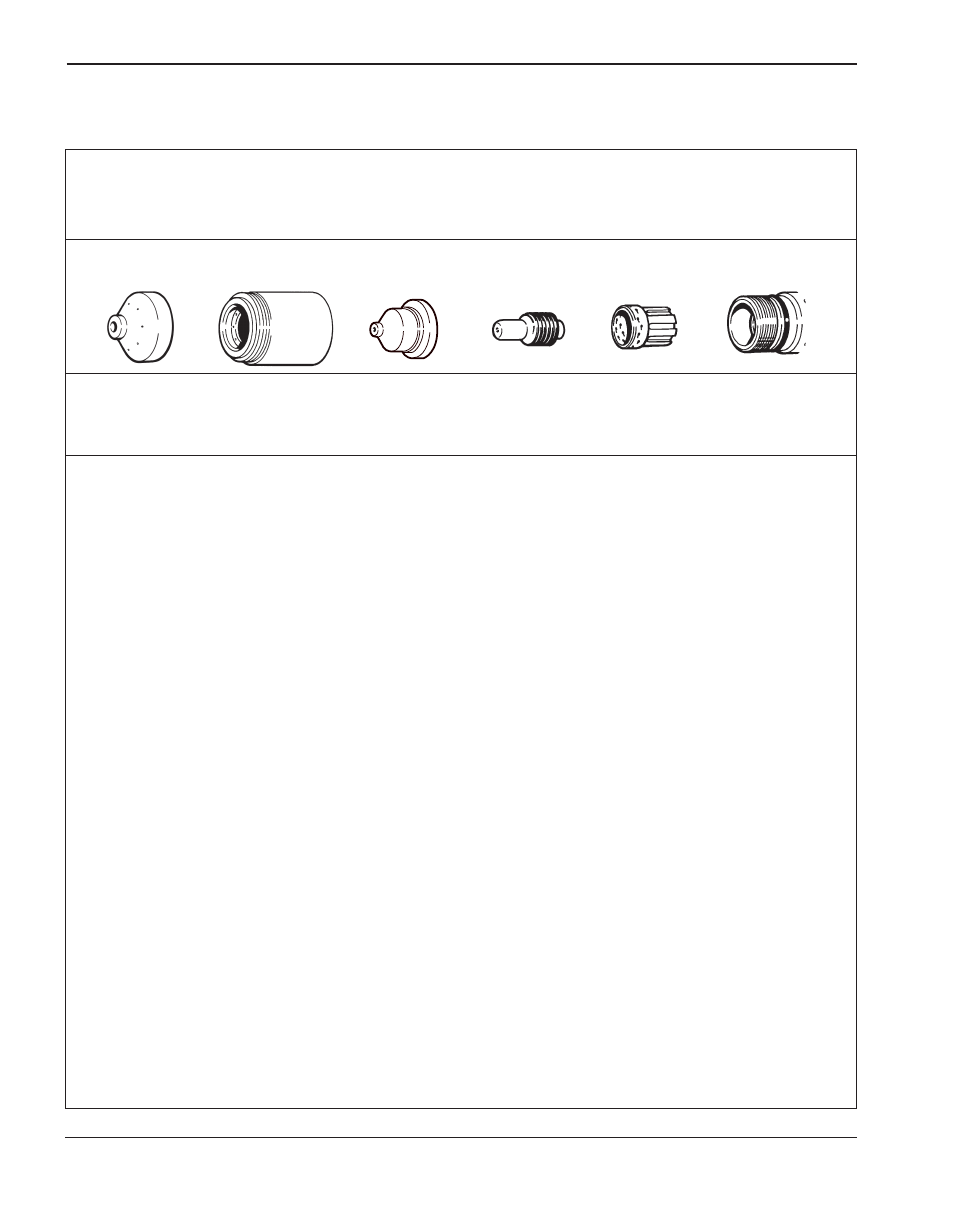
Tabelle für das schneiden – Standard-Verschleißteile (40 A)
• Die folgenden empfohlenen Einstellungen gelten für das mechanisierte Schneiden.
• Der Abstand zwischen Brenner und Werkstück beträgt für alle Schnitte 1,5 mm.
Schutzschild
120827
Brennerkappe
120600
Düse
120826
Elektrode
120573
Wirbelring
120576
Schneidbrenner
PAC123
Lichtbogen-
Lichtbogen-
Empfohlene Bewegungs-
Lochstech-
Materialdicke
strom
spannung
geschwindigkeit
verzögerung
(ga. or in.) (mm)
Material
(A)
(VDC)
(mm/min.)
(Sek.)
26 ga.
0,5
unlegierter Stahl
20
155
6850
0
16 ga.
1,5
unlegierter Stahl
20
155
1780
0
16 ga.
1,5
unlegierter Stahl
40
120
10150
0
1/8"
3
unlegierter Stahl
40
120
4950
0,5
1/4"
6
unlegierter Stahl
40
130
1680
1,0
3/8"
10
unlegierter Stahl
40
140
640
†
1/2"
13
unlegierter Stahl
40
140
460
†
5/8"
16
unlegierter Stahl
40
150
250
†
0.020"
1
Aluminium
20
170
4150
0
0.060"
1,5
Aluminium
20
170
3330
0
16 ga.
1,5
Aluminium
40
130
10900
0
1/8"
3
Aluminium
40
135
4450
0,5
1/4"
6
Aluminium
40
140
1620
1,0
3/8"
10
Aluminium
40
150
510
†
1/2"
13
Aluminium
40
150
410
†
5/8"
16
Aluminium
40
160
200
†
26 ga.
0,5
legierter Stahl
20
160
5970
0
16 ga.
1,5
legierter Stahl
20
160
1270
0
16 ga.
1,5
legierter Stahl
40
130
10150
0
1/8"
3
legierter Stahl
40
140
4060
0,5
1/4"
6
legierter Stahl
40
140
1320
1,0
3/8"
10
legierter Stahl
40
140
510
†
1/2"
13
legierter Stahl
40
150
330
†
5/8"
16
legierter Stahl
40
160
180
†
† Beim Schneiden von Material mit einer Stärke von mehr als 6 mm ist der Brenner an der Materialkante zu starten.