Legierter stahl, Plasma h35 und n, Schutzschild 130 a schneiden – Hypertherm HPR130 Auto Gas Preventive Maintenance Program Benutzerhandbuch
Seite 94: Metrisches maßsystem englisches maßsystem, Markierung
BEDIENUNG
4-22
HPR130 Auto-Gas
Betriebsanleitung
2
Anmerkung: Dieses Verfahren erzeugt eine glattere, glänzendere Schnittkante mit weniger Bartbildung, aber
größeren Schnittwinkelschwankungen, als das 130A, N
2
/N
2
-Verfahren. Die Kantenfarbe ist
silberner, als beim H35/N
2
-Verfahren.
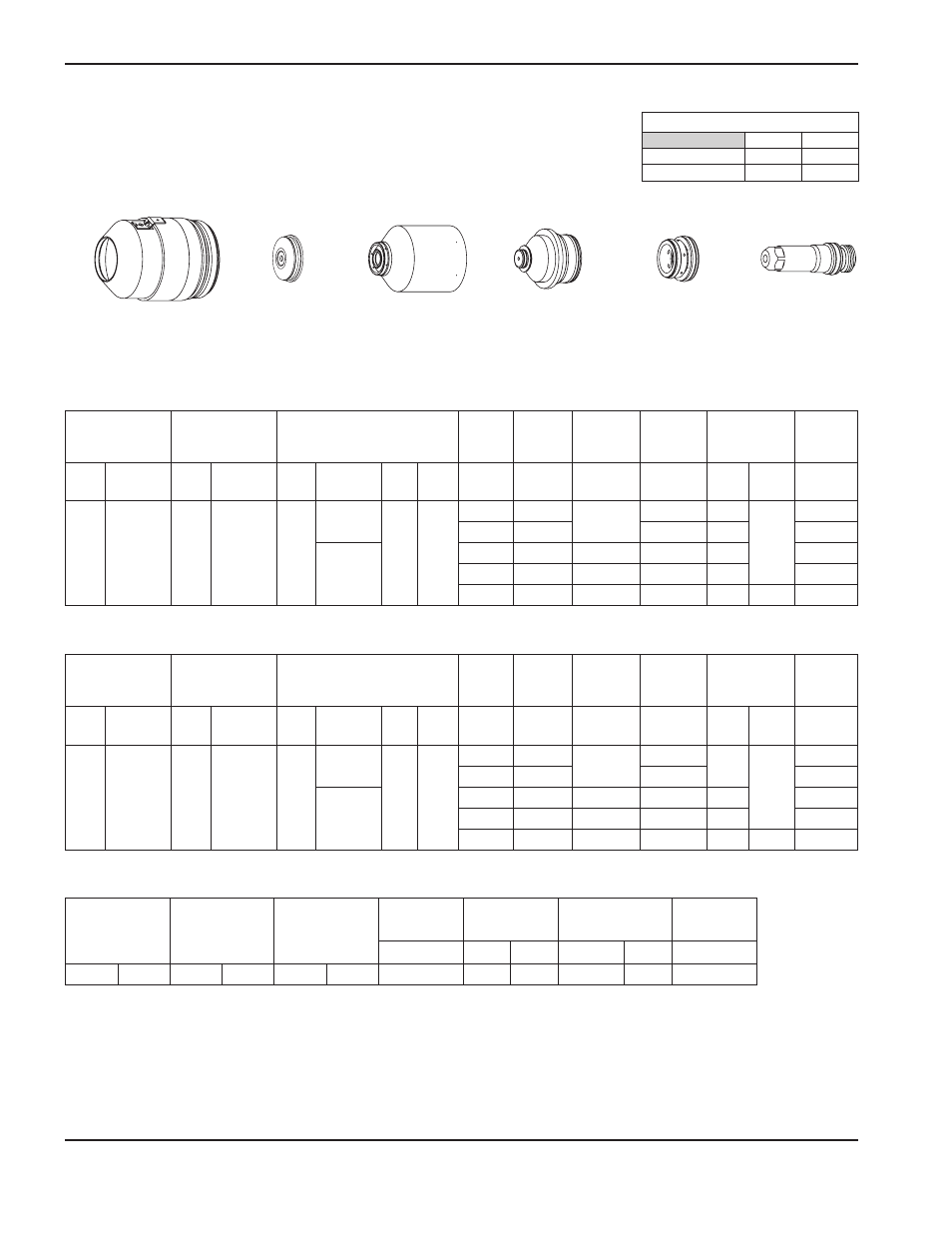
legierter Stahl
Plasma H35 und N
2
/ N
2
Schutzschild
130 A Schneiden
220198
220173
220307
220304
220179
220197
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Schutzschild Plasma Schutzschild Plasma Schutzschild
Misch-
gas 1
Misch-
gas 2
mm
V
mm
mm/m
mm
faktor %
Sekunden
H35
N
2
19
60
75
38
32
18
6
150
3,0
1835
6,0
200
0,3
10
153
1195
0,3
27
12
160
3,5
875
7,0
0,5
15
168
3,8
670
7,6
0,8
20
176
4,3
305
7,7
180
1,3
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Schutzschild Plasma Schutzschild Plasma Schutzschild
Misch-
gas 1
Misch-
gas 2
zoll
V
zoll
ipm
zoll
faktor %
Sekunden
H35
N
2
19
60
75
38
32
18
1/4
150
0.120
70
0.240
200
0.3
3/8
153
50
0.3
27
1/2
160
0.140
30
0.280
0.5
5/8
168
0.150
25
0.300
0.8
3/4
176
0.170
15
0.310
180
1.3
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand Brenner
zum Werkstück
Markierungs-
geschwindigkeit
Lichtbogen
Spannung
A
mm
zoll
mm/min
ipm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
130
Markierung
Durchflußmengen – lpm/scfh
H35
N
2
Vorströmung
0 / 0
97 / 205
Betriebsströmung
13 / 28
71 / 150