Luft, Plasma / luft sekundär – Hypertherm MAX200 Machine Torch Plasma Arc Cutting System Benutzerhandbuch
Seite 68
3/8/99
BEDIENUNG
4-28
MAX200
(Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Rostfreier Stahl
200 Ampere – N
2
Plasma / Luft Sekundär
Diese Gaskombination wird gewählt, wenn die Schneidkantenqualität, Oberflächennitrierung und
Oberflächenoxidation der Legierungselemente weniger wichtig sind. Elektrodenstandzeit ist bei dieser
Kombination länger.
Produktionsschneiden bei einer Dicke von mehr als 22 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
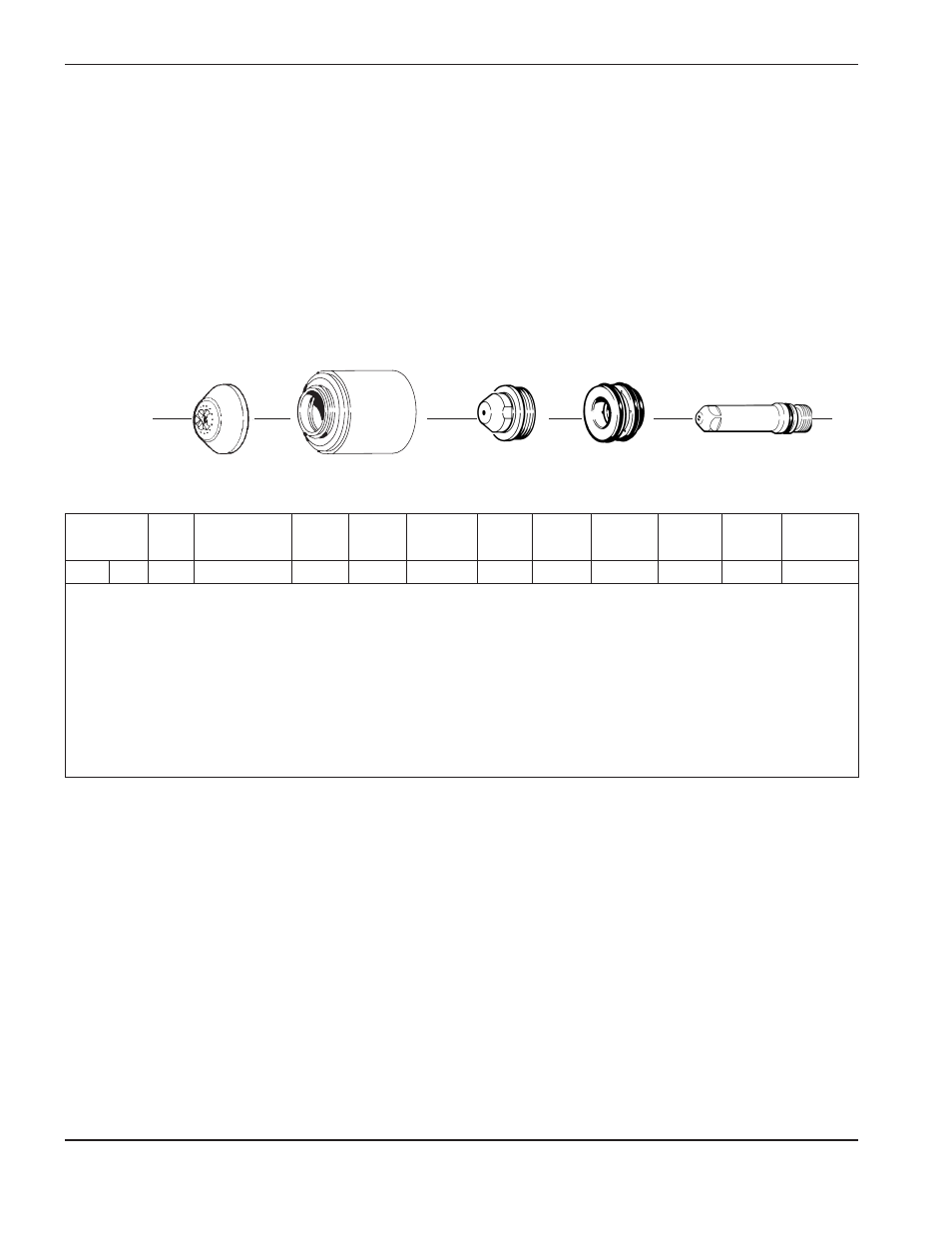
020918
Schutzschild
020608
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogen-
spannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungs-
verzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll)
(mm)
(psi/bar)
(psi/bar)
(mm)
(A)
(V)
(mm/min)
(Sek.)
(psi/bar)
(psi/bar)
3⁄16"
5
N
2
Test 34-38* / 2,3-2,6
Luft
70/4,8
3
200
125
3430
120/8,3
90/6,2
Run 50-54 / 3,5-3,7
1⁄4"
6
(60 SCFH /
(280 SCFH /
3
130
3050
0,5
3⁄8"
10
28 l/min)
132 l/min)
3
130
2540
1,0
1⁄2"
12
3
135
1900
2,0
5⁄8"
15
4
140
1520
2,0
3⁄4"
20
5
140
1140
2,5
7⁄8"
22
6
145
890
2,5
1"
25
6
150
510
1-1⁄4"
32
6
160
380
1-1⁄2"
38
6
160
250